>> P.15
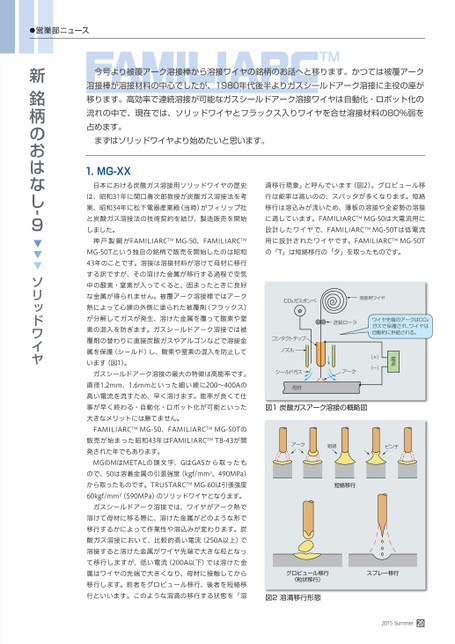
今号より被覆アーク溶接棒から溶接ワイヤの銘柄のお話へと移ります。かつては被覆アーク溶接棒が溶接材料の中心でしたが、1980年代後半よりガスシールドアーク溶接に主役の座が移ります。高効率で連続溶接が可能なガスシールドアーク溶接ワイヤは自動化・ロボット化の流れの中で、現在では、ソリッドワイヤとフラックス入りワイヤを合せ溶接材料の80%弱を占めます。まずはソリッドワイヤより始めたいと思います。滴移行現象」と呼んでいます(図2)。グロビュール移行は能率は高いのの、スパッタが多くなります。短絡移行は溶込みが浅いため、薄板の溶接や全姿勢の溶接に適しています。FAMILIARCTMMG-50は大電流用に設計したワイヤで、FAMILIARCTMMG-50Tは低電流用に設計されたワイヤです。FAMILIARCTMMG-50Tの「T」は短絡移行の「タ」を取ったものです。送給ローラワイヤ先端のアークはCO₂ガスで保護され、ワイヤは自動的に供給される。コンタクトチップノズル電源(+)(-)シールドガスアーク母材図1炭酸ガスアーク溶接の概略図CO₂ガスボンベ溶接用ワイヤアーク短絡ピンチ短絡移行グロビュール移行〈粒状移行〉スプレー移行図2溶滴移行形態2015Summer201.MG-XX日本における炭酸ガス溶接用ソリッドワイヤの歴史は、昭和31年に関口春次郎教授が炭酸ガス溶接法を考案、昭和34年に松下電器産業殿(当時)がフィリップ社と炭酸ガス溶接法の技術契約を結び、製造販売を開始しました。神戸製鋼がFAMILIARCTMMG-50、FAMILIARCTMMG-50Tという独自の銘柄で販売を開始したのは昭和43年のことです。溶接は溶接材料が溶けて母材に移行する訳ですが、その溶けた金属が移行する過程で空気中の酸素・窒素が入ってくると、固まったときに良好な金属が得られません。被覆アーク溶接棒ではアーク熱によって心線の外側に塗られた被覆剤(フラックス)が分解してガスが発生、溶けた金属を覆って酸素や窒素の混入を防ぎます。ガスシールドアーク溶接では被覆剤の替わりに直接炭酸ガスやアルゴンなどで溶接金属を保護(シールド)し、酸素や窒素の混入を防止しています(図1)。ガスシールドアーク溶接の最大の特徴は高能率です。直径1.2mm、1.6mmといった細い線に200〜400Aの高い電流を流すため、早く溶けます。能率が良くて仕事が早く終わる・自動化・ロボット化が可能といった大きなメリットには勝てません。FAMILIARCTMMG-50、FAMILIARCTMMG-50Tの販売が始まった昭和43年はFAMILIARCTMTB-43が開発された年でもあります。MGのMはMETALの頭文字、GはGASから取ったもので、50は溶着金属の引張強度(kgf/mm2、490MPa)から取ったものです。TRUSTARCTMMG-60は引張強度60kgf/mm2(590MPa)のソリッドワイヤとなります。ガスシールドアーク溶接では、ワイヤがアーク熱で溶けて母材に移る際に、溶けた金属がどのような形で移行するかによって作業性や溶込みが変わります。炭酸ガス溶接において、比較的高い電流(250A以上)で溶接すると溶けた金属がワイヤ先端で大きな粒となって移行しますが、低い電流(200A以下)では溶けた金属はワイヤの先端で大きくなり、母材に接触してから移行します。前者をグロビュール移行、後者を短絡移行といいます。このような溶滴の移行する状態を「溶新銘柄のおはなし-9▼▼▼ソリッドワイヤ●営業部ニュース
 | <
| <  |
|  > |
> |  >>
>>