CONTENTS
2021年1月号
vol.508
 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。営業部ニュース
溶接ご法度集-18 各種溶接材料編(3)
TIG溶接 その2
前号ではTIG溶接の練習法を中心に説明しましたが、今号では実施工にかかわるご法度を説明いたします。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー http://www.boudayori-gijutsugaido.com/library/
ご法度(84)
TIG溶接で能率にこだわるのはご法度
TIG溶接は、決して能率の良い溶接法ではありません。単位時間に着く溶接量(溶着速度)が求められる時に使うものではありません。
しかし、溶込みの深さ、ビード外観、低スパッタなどが優れ、「きわめて良好な機械的性質が得られる」「ほとんどの金属に適用できる」など、品質に関し、TIG溶接にまさるものはないと考えられています。
ご法度(85)
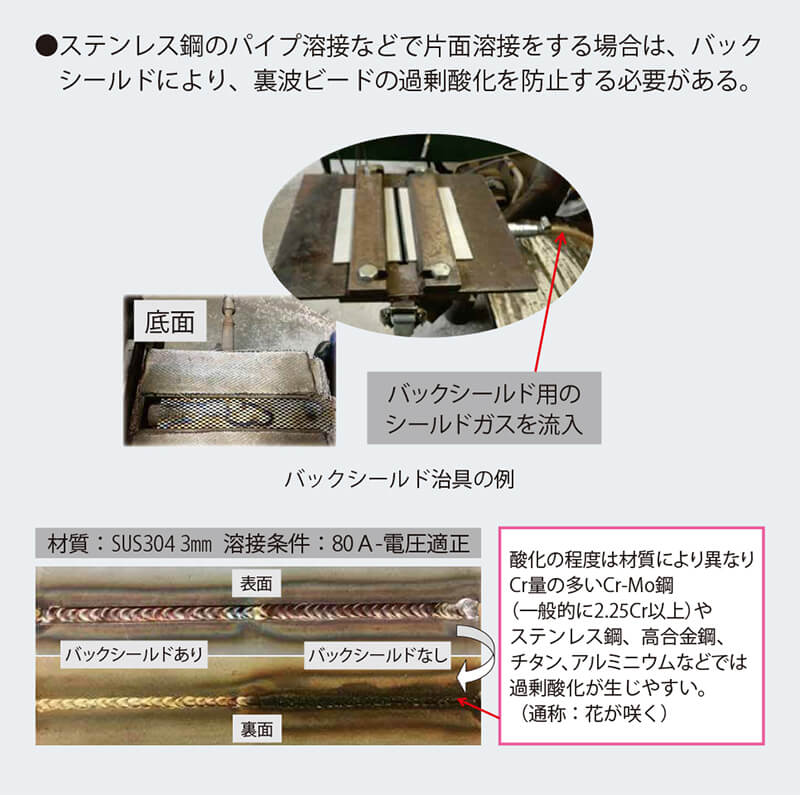
ステンレス鋼をバックシールドなしで溶接するのはご法度
TIG溶接はパイプの裏波溶接に用いられます。ステンレス鋼の裏波溶接をするときは、裏側にもアルゴンガスを流し、裏ビードの表面が酸化しないようにします。これを「バックシールド」と言います。*
なお、炭素鋼の溶接ではバックシールドを行わない場合が多いようです。
*当社ではバックシールド不要のTIG溶接用フラックス入り溶加棒「TG-X」シリーズをラインナップしています。
ご法度(86)
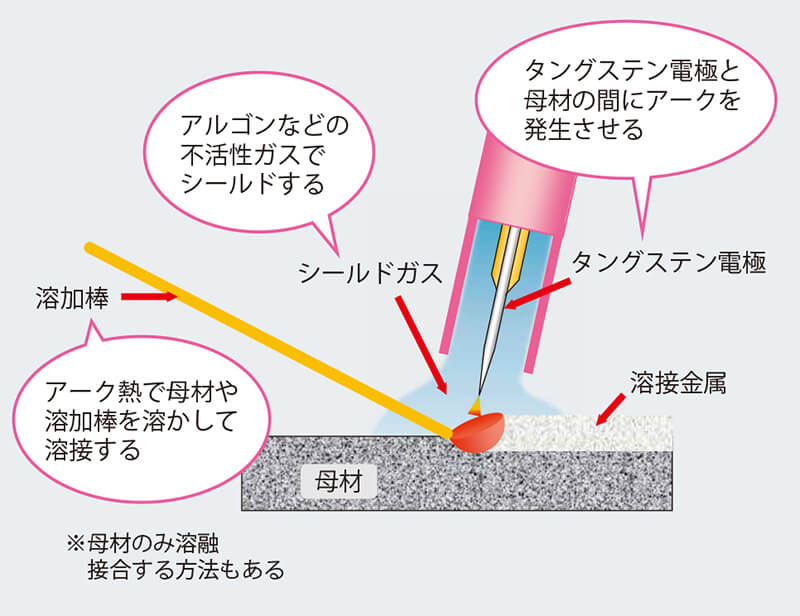
タングステン電極の保守を忘れるのはご法度
TIG溶接は、トーチに装着したタングステン電極がアークを発生させます。
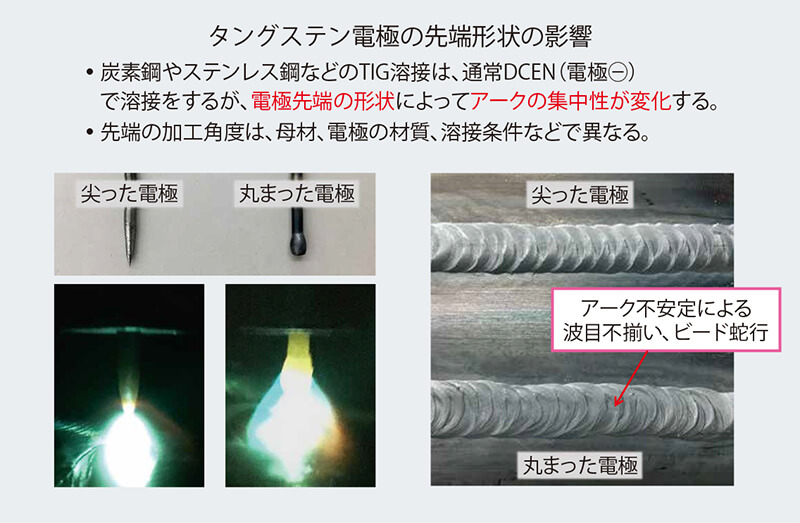
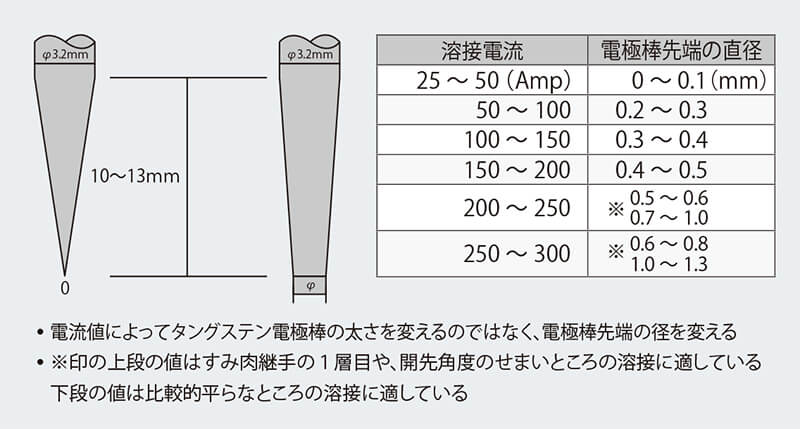
タングステン電極の先端部は使用中形状が劣化するため、アークの集中が悪くなります。そこで、タングステンの先端部は、常にグラインダなどで研いでおく必要があります。
ご法度(87)
ガス流量が多過ぎるのはご法度
一般に、トーチから流すアルゴンガスの流量は5~ 12L/min程度です。
流量を増加させると、かえってシールドが悪くなって、空気を巻き込んでビードが酸化したり、ブローホールが発生することがあります。