>> P.19
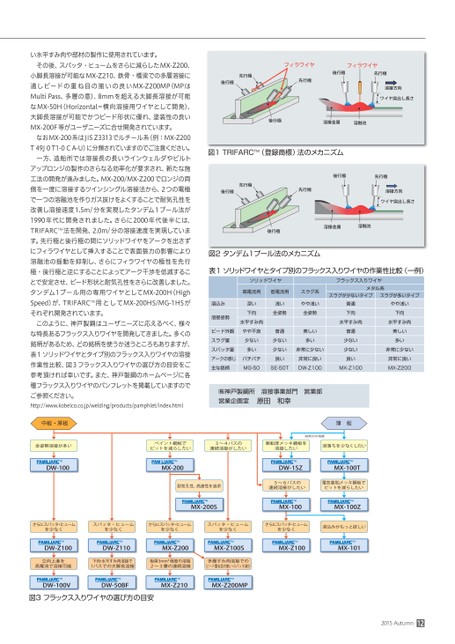
い水平すみ肉や部材の製作に使用されています。その後、スパッタ・ヒュームをさらに減らしたMX-Z200、小脚長溶接が可能なMX-Z210、鉄骨・橋梁での多層溶接に適しビードの重ね目のいの良いMX-Z200MP(MPはMultiPass、多層の意)、8mmを超える大脚長溶接が可能なMX-50H(Horizontal=横向溶接用ワイヤとして開発)、大脚長溶接が可能でかつビード形状に優れ、塗装性の良いMX-200F等がユーザニーズに合せ開発されています。なおMX-200系はJISZ3313でルチール系(例:MX-Z200T49J0T1-0CA-U)に分類されていますのでご注意ください。一方、造船所では溶接長の長いラインウェルダやビルトアップロンジの製作のさらなる効率化が要求され、新たな施工法の開発が進みました。MX-200/MX-Z200でロンジの両側を一度に溶接するツインシングル溶接法から、2つの電極で一つの溶融池を作りガス抜けをよくすることで耐気孔性を改善し溶接速度1.5m/分を実現したタンデム1プール法が1990年代に開発されました。さらに2000年代後半には、TRIFARCTM法を開発、2.0m/分の溶接速度を実現しています。先行極と後行極の間にソリッドワイヤをアークを出さずにフィラワイヤとして挿入することで表面張力の影響により溶融池の揺動を抑制し、さらにフィラワイヤの極性を先行極・後行極と逆にすることによってアーク干渉を低減することで安定させ、ビード形状と耐気孔性をさらに改善しました。タンデム1プール用の専用ワイヤとしてMX-200H(HighSpeed)が、TRIFARCTM用としてMX-200HS/MG-1HSがそれぞれ開発されています。このように、神戸製鋼はユーザニーズに応えるべく、様々な特長あるフラックス入りワイヤを開発してきました。多くの銘柄があるため、どの銘柄を使うか迷うところもありますが、表1ソリッドワイヤとタイプ別のフラックス入りワイヤの溶接作業性比較、図3フラックス入りワイヤの選び方の目安をご参考頂ければ幸いです。また、神戸製鋼のホームページに各種フラックス入りワイヤのパンフレットを掲載していますのでご参照ください。http://www.kobelco.co.jp/welding/products/pamphlet/index.html先行極後行極フィラワイヤ先行極フィラワイヤ後行極先行極溶接方向ワイヤ突出し長さ後行極溶接金属溶融池図1TRIFARCTM(登録商標)法のメカニズム先行極後行極先行極後行極先行極溶接方向ワイヤ突出し長さ後行極溶接金属溶融池図2タンデム1プール法のメカニズム表1ソリッドワイヤとタイプ別のフラックス入りワイヤの作業性比較(一例)ソリッドワイヤ高電流用低電流用スラグ系フラックス入りワイヤメタル系スラグが少ないタイプスラグが多いタイプ溶込み溶接姿勢深い下向水平すみ肉ビード外観やや不良スラグ量スパッタ量少ない多いアークの感じバチバチ浅い全姿勢普通少ない少ない良いやや浅い全姿勢美しい多い非常に少ない非常に良い普通下向水平すみ肉普通少ない少ない良い主な銘柄MG-50SE-50TDW-Z100MX-Z100やや浅い下向水平すみ肉美しい多い非常に少ない非常に良いMX-Z200㈱神戸製鋼所溶接事業部門営業部営業企画室原田和幸中板・厚板全姿勢溶接が多いDW-100薄板(板厚3mmt程度)ペイント鋼板でピットを減らしたい3〜4パスの連続溶接がしたい亜鉛厚メッキ鋼板を溶接したい溶落ちを少なくしたいMX-200DW-1SZMX-100T耐気孔性、高速性を追求5〜6パスの連続溶接がしたい電気亜鉛メッキ鋼板でピットを減らしたいMX-200SMX-100MX-100Zさらにスパッタ・ヒュームを少なくスパッタ・ヒュームを少なくさらにスパッタ・ヒュームを少なくスパッタ・ヒュームを少なくさらにスパッタ・ヒュームを少なく溶込みがもっと欲しいDW-Z100DW-Z110MX-Z200MX-Z100SMX-Z100MX-101立向上進を高電流で溶接可能下向・水平すみ肉溶接で1パスでの大脚長溶接板厚3mmt程度の溶接2〜3層の連続溶接多層すみ肉溶接でのビード重ね目の揃い・スパッタ減少DW-100VDW-50BFMX-Z210MX-Z200MP図3フラックス入りワイヤの選び方の目安2015Autumn12
 | <
| <  |
|  > |
> |  >>
>>