>> P.33
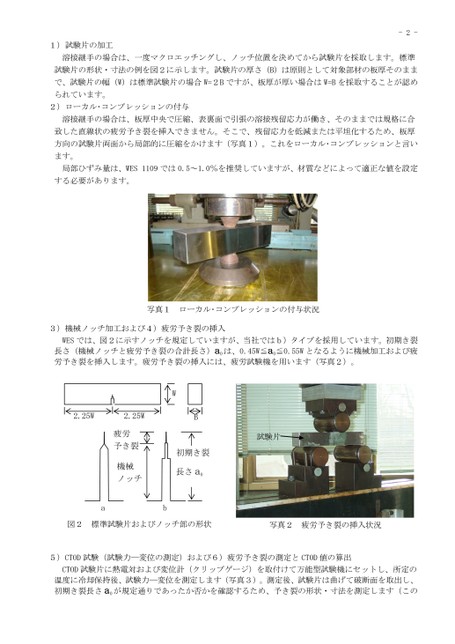
1)試験片の加工溶接継手の場合は、一度マクロエッチングし、ノッチ位置を決めてから試験片を採取します。標準試験片の形状・寸法の例を図2に示します。試験片の厚さ(B)は原則として対象部材の板厚そのままで、試験片の幅(W)は標準試験片の場合W=2Bですが、板厚が厚い場合はW=Bを採取することが認め-2-られています。2)ローカル・コンプレッションの付与溶接継手の場合は、板厚中央で圧縮、表裏面で引張の溶接残留応力が働き、そのままでは規格に合致した直線状の疲労予き裂を挿入できません。そこで、残留応力を低減または平坦化するため、板厚方向の試験片両面から局部的に圧縮をかけます(写真1)。これをローカル・コンプレッションと言います。局部ひずみ量は、WES1109では0.5~1.0%を推奨していますが、材質などによって適正な値を設定する必要があります。写真1ローカル・コンプレッションの付与状況3)機械ノッチ加工および4)疲労予き裂の挿入WESでは、図2に示すノッチを規定していますが、当社ではb)タイプを採用しています。初期き裂長さ(機械ノッチと疲労予き裂の合計長さ)a0は、0.45W≦a0≦0.55Wとなるように機械加工および疲労予き裂を挿入します。疲労予き裂の挿入には、疲労試験機を用います(写真2)。W2.25W2.25WB疲労予き裂機械ノッチ初期き裂長さa0ab試験片図2標準試験片およびノッチ部の形状写真2疲労予き裂の挿入状況5)CTOD試験(試験力―変位の測定)および6)疲労予き裂の測定とCTOD値の算出CTOD試験片に熱電対および変位計(クリップゲージ)を取付けて万能型試験機にセットし、所定の温度に冷却保持後、試験力―変位を測定します(写真3)。測定後、試験片は曲げて破断面を取出し、初期き裂長さa0が規定通りであったか否かを確認するため、予き裂の形状・寸法を測定します(この
 | <
| <  |
|  > |
> |  >>
>>