>> P.171
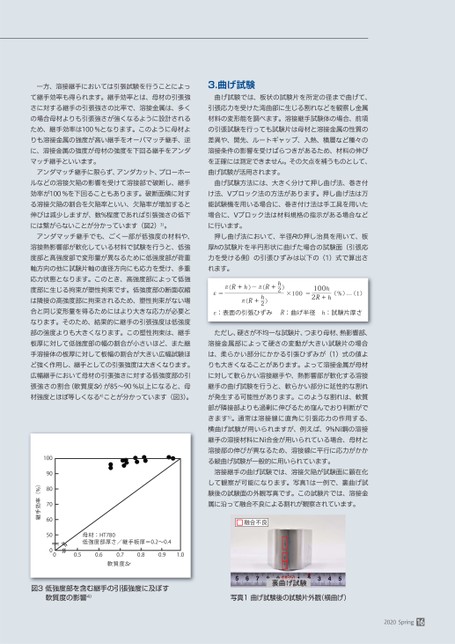
3.曲げ試験曲げ試験では、板状の試験片を所定の径まで曲げて、引張応力を受けた湾曲部に生じる割れなどを観察し金属材料の変形能を調べます。溶接継手試験体の場合、前項の引張試験を行っても試験片は母材と溶接金属の性質の差異や、開先、ルートギャップ、入熱、積層など種々の溶接条件の影響を受けばらつきがあるため、材料の伸びを正確には測定できません。その欠点を補うものとして、曲げ試験が活用されます。曲げ試験方法には、大きく分けて押し曲げ法、巻き付け法、Vブロック法の方法があります。押し曲げ法は万能試験機を用いる場合に、巻き付け法は手工具を用いた場合に、Vブロック法は材料規格の指示がある場合などに行います。押し曲げ法において、半径Rの押し治具を用いて、板厚hの試験片を半円形状に曲げた場合の試験面(引張応力を受ける側)の引張ひずみは以下の(1)式で算出されます。ε:表面の引張ひずみ:曲げ半径:試験片厚さただし、硬さが不均一な試験片、つまり母材、熱影響部、溶接金属部によって硬さの変動が大きい試験片の場合は、柔らかい部分にかかる引張ひずみが(1)式の値よりも大きくなることがあります。よって溶接金属が母材に対して軟らかい溶接継手や、熱影響部が軟化する溶接継手の曲げ試験を行うと、軟らかい部分に延性的な割れが発生する可能性があります。このような割れは、軟質部が隣接部よりも過剰に伸びるため窪んでおり判断ができます5)。通常は溶接線に直角に引張応力の作用する、横曲げ試験が用いられますが、例えば、9%Ni鋼の溶接継手の溶接材料にNi合金が用いられている場合、母材と溶接部の伸びが異なるため、溶接線に平行に応力がかかる縦曲げ試験が一般的に用いられています。溶接継手の曲げ試験では、溶接欠陥が試験面に顕在化して観察が可能になります。写真1は一例で、裏曲げ試験後の試験面の外観写真です。この試験片では、溶接金属に沿って融合不良による割れが観察されています。融合不良一方、溶接継手においては引張試験を行うことによって継手効率も得られます。継手効率とは、母材の引張強さに対する継手の引張強さの比率で、溶接金属は、多くの場合母材よりも引張強さが強くなるように設計されるため、継手効率は100%となります。このように母材よりも溶接金属の強度が高い継手をオーバマッチ継手、逆に、溶接金属の強度が母材の強度を下回る継手をアンダマッチ継手といいます。アンダマッチ継手に限らず、アンダカット、ブローホールなどの溶接欠陥の影響を受けて溶接部で破断し、継手効率が100%を下回ることもあります。破断面積に対する溶接欠陥の割合を欠陥率といい、欠陥率が増加すると伸びは減少しますが、数%程度であれば引張強さの低下には繋がらないことが分かっています(図2)3)。アンダマッチ継手でも、ごく一部が低強度の材料や、溶接熱影響部が軟化している材料で試験を行うと、低強度部と高強度部で変形量が異なるために低強度部が荷重軸方向の他に試験片軸の直径方向にも応力を受け、多重応力状態となります。このとき、高強度部によって低強度部に生じる拘束が塑性拘束です。低強度部の断面収縮は隣接の高強度部に拘束されるため、塑性拘束がない場合と同じ変形量を得るためにはより大きな応力が必要となります。そのため、結果的に継手の引張強度は低強度部の強度よりも大きくなります。この塑性拘束は、継手板厚に対して低強度部の幅の割合が小さいほど、また継手溶接体の板厚に対して板幅の割合が大きい広幅試験ほど強く作用し、継手としての引張強度は大きくなります。広幅継手において母材の引張強さに対する低強度部の引張強さの割合(軟質度Sr)が85〜90%以上になると、母材強度とほぼ等しくなる4)ことが分かっています(図3)。母材:HT780低強度部厚さ/継手板厚=0.2〜0.40.50.60.70.80.91.0軟質度Sr100908070605000継手効率(%)図3低強度部を含む継手の引張強度に及ぼす軟質度の影響4)写真1曲げ試験後の試験片外観(横曲げ)2020Spring16
 | <
| <  |
|  > |
> |  >>
>>