 当サイトにつきましては、
当サイトにつきましては、高クロム鋼用バックシールド省略施工
1. はじめに
Cr-Mo鋼に代表されるフェライト系低合金耐熱鋼は高温強度や高温における耐酸化性などに優れているため、火力発電プラントや石油精製プラントなどの高温・高圧環境下の鋼材として多く使用される。Crは高温強度、特にクリープ強度の向上と耐高温酸化性や耐高温硫化腐食性の向上を目的として12%程度まで添加される鋼材が使用されている。これら低合金耐熱鋼に加えて、同じくCr 含有量の多いステンレス鋼のティグ溶接(Gas Tungsten Arc Welding ; 以下、GTAW)で裏波溶接を実施する場合、裏波溶融金属を適切に保護しなければ裏波ビードが激しく酸化し凹凸が発生してしまい、健全な溶接金属が得られない。これは、裏波溶融金属の表面が大気に触れて、表面に高融点のCr酸化物が形成され、その酸化物が溶融金属の均一な凝固および湯流れを阻害するためと考えられている1)。健全な初層溶接金属を得るため、不活性ガスにより裏波溶融金属表面の酸素濃度を十分に低下させ保護するバックシールド(またはバックパージ)と呼ばれる手法が一般的に適用される。バックシールドガスの消費量を抑え効率良く裏波を保護するためにはさまざまな治具を用いる方法があるが、特に配管の溶接では溶接線近傍の管の両端を封止してガスを大気と置換させ充満させる方法がよく用いられる。しかし、この方法では治具の設置、ガスの置換、酸素濃度管理など段取りに多くの時間を要し、さらに配管の径や長さ、レイアウトによっては治具の設置位置が制限され、治具によりガスを封止したとしても使用するガスの量は膨大となる。加えて、治具の外し忘れにより運転時に機器に損傷を与えたり、補修などのため配管内部へ人が立ち入った際にガスが残留していた場合には窒息による事故が発生するリスクがある2)。
上記問題を解決すべく、当社ではバックシールドを省略しながらも健全な裏波溶接が可能なGTAW用溶加材を開発した。本稿では9Cr-1Mo-V-Nb鋼(以下、Gr.91鋼)用として開発したTG-SX91CMによる施工例を中心に、5~9%のCrを含む低合金鋼のGTAWによる裏波溶接において溶加材の成分調整によりバックシールドを省略できる施工法を紹介する。
2.従来のバックシールド省略 GTAW施工手法
バックシールドを省略できるGTAW施工としては、裏波ビード表面にスラグを形成させ裏波溶融金属を保護する手法が古くから検討され実用化されている。スラグ形成剤の添加方法としては、大きく二つの手法がある。一つは溶加材にスラグ形成剤を添加する方法であり、当社のステンレス鋼用TG-Xシリーズのようにフラックス入りワイヤを溶加材とするものや、タセト社のTGFシリーズのようにフラックスを溶加材の表面に被覆させるものがある。もう一つは、開先にペースト状のスラグ形成剤を塗布する方法である。いずれも良好な裏波溶接が可能となるが、裏波ビードの全線に相当量のスラグが発生する。配管の裏波溶接に適用する場合は内部にスラグが残存するため、異物の残留を嫌う配管系の場合は適切に除去する必要がある。
3. TG-SX91CMの成分設計
一方で、本稿で紹介する開発材を用いた施工法は、ソリッドワイヤ溶加材の成分調整により裏波溶融金属の過剰な酸化を防ぎ、健全な溶接金属を得ることができる手法である。この手法ではスラグ形成剤を必要としないため、裏波ビードに発生するスラグは極めて少ない。
上述のように、Cr含有量の多い鋼材の裏波溶接では高融点のCr酸化物の発生が裏波ビード形成に悪影響を及ぼすと考えられている。裏波溶融金属表面は高温で大気に触れるため酸化物が形成されることは避けられないが、Cr酸化物の形成を抑制し溶融金属の凝固や湯流れに悪影響が出ないような酸化物組成とすれば良好な裏波ビードを得られると考えた。種々成分系を探索した結果、Siの添加が効果的であることがわかった。
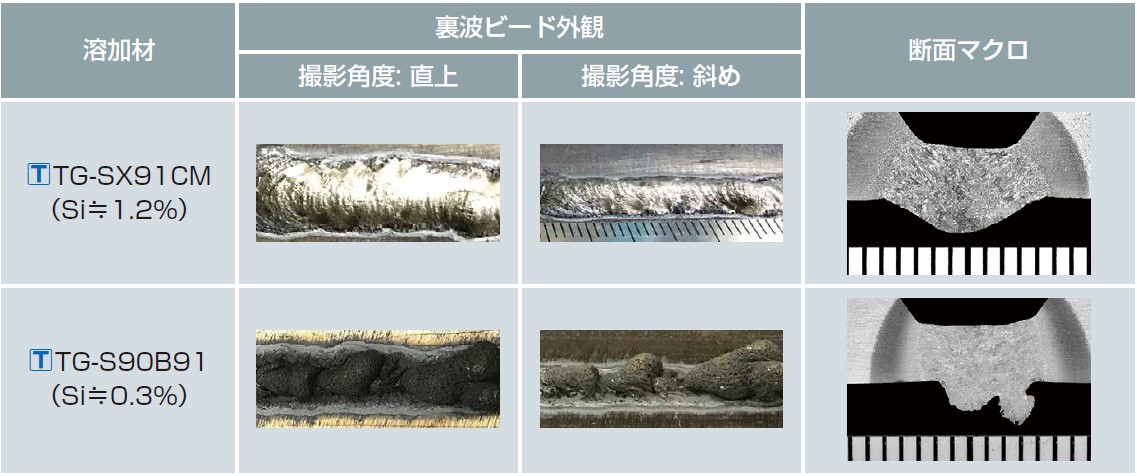
図1に当社のGr.91鋼用GTAW用溶加材である[T]TG-S90B91と、開発材である[T]TG-SX91CMのバックシールドを省略した際の裏波ビード外観および断面マクロを示す。溶加材中にSiを多く添加することにより、バックシールドを省略しても良好な裏波ビード外観・形状が得られる。溶融金属中のSi量が十分であると、Si主体の酸化物が裏波溶融金属表面に優先的に生成し、Cr主体の酸化物の生成を抑えられるため裏波ビードの外観・形状が良好になると推察される。
しかし、Siはフェライト生成元素であるため、過剰に添加した場合は特にGr.91鋼のような高温・高圧で使用される材料ではクリープ破断強度を低下させるδフェライトの残留が懸念される。代表的なオーステナイト生成元素であるMnやNiの添加により改善の余地があるが、これらの元素の過剰な添加はAc1変態点を低下させるため、添加量上限はASME BPVC Section Iなどにより厳しく制限される。一方で、Coはδフェライトの残留を抑制させながらも、MnやNiと異なりAc1変態点を低下させにくい特徴があり、当社のGr.91鋼用材料(B91シリーズ)に積極添加されている3)。[T]TG-SX91CMでもCoを積極添加した上で、Si添加量を必要最小限に抑えることによりδフェライトの残留を抑制する設計としている。
以上のポイントを踏まえ成分設計された [T]TG-SX91CMの化学成分の一例値を表1に示す。Si量が高いためAWS A5.28 ER90S-B91(Si上限:0.50%)には合致しない。
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V | Nb | N | Al | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.10 | 1.17 | 0.67 | <0.003 | 0.006 | <0.01 | 0.20 | 8.8 | 0.97 | 0.20 | 0.02 | 0.05 | <0.01 | 0.40 |
4. TG-SX91CMを用いたバックシールド省略施工
4-1. 試験方法
表2に示す条件で[T]TG-SX91CMを初層~3層目までの溶接に用いた片面多層溶接継手を作製し、継手性能を確認した。残層は当社のGr.91鋼用のSMAW用溶接材料である[T]CM-95B91を用いた。
| 母材 | ASTM A387 Gr.91 Class2 |
|---|---|
| 板厚 | 19mm |
| 開先形状 | 75°V、ルート面≒1.5mm、ルート間隔≒3~4mm |
| 溶接材料(溶接法、極性) | 1~3層目: [T]TG-SX91CM(GTAW、DCEN) |
| 4層目~: [T]CM-95B91(SMAW、DCEP) | |
| 溶接姿勢 | 下向(1G)、立向(3G) |
| PWHT条件 | 760℃×2h |
| 予熱・パス間温度 | 200-300℃ |
| シールドガス | 100%Ar(GTAW) |
| バックシールドガス | なし |
4-2. 裏波ビード外観および断面形状
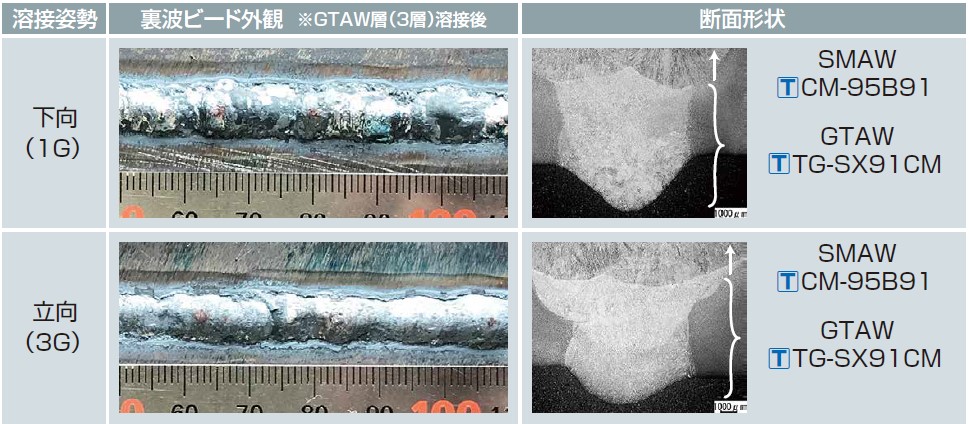
図2にGTAW層溶接後の裏波ビード外観および全層溶接後PWHT後の断面写真を示す。後続パスの熱影響による裏波ビード外観の変化はほぼなく、良好なビード外観を示した。ビード表面や止端部には薄いスラグや酸化スケールが形成されたが、PWHT後に母材表面に形成される酸化スケールと比較して少量であった。また、アンダカットやオーバラップがない裏波ビードを形成できており、余盛高さも確保できていた。
4-3. ミクロ組織および機械性能
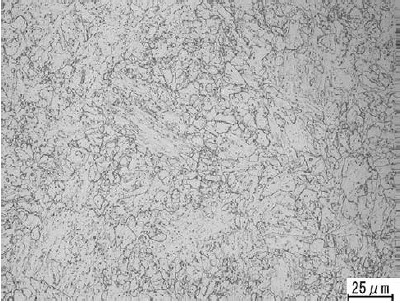
(立向、PWHT後)
図3に初層溶接金属原質部のミクロ組織を示す。δフェライトもフレッシュマルテンサイトもない、焼戻マルテンサイト単一組織であることがわかる。
表3に機械試験結果を示す。引張性能、曲げ性能、および衝撃性能はGr.91鋼に要求される性能を確保できている。
| 溶接姿勢 | 継手引張 | 側曲げ試験 | シャルピー衝撃試験※吸収エネルギー(J) |
|---|---|---|---|
| 下向(1G) | 696MPa(母材破断) | 3mm以上の開口なし | 30, 65, 65 平均53 |
| 立向(3G) | 695MPa(母材破断) | 3mm以上の開口なし | 50, 38, 38 平均42 |
※試験温度:9℃、ルート側1.5mmより採取、5mmハーフサイズ
図4に溶接継手断面のビッカース硬さ試験結果を示す。表層(被覆アーク溶接部)と同等の硬さを示しており、過度な硬化や軟化は確認されなかった。
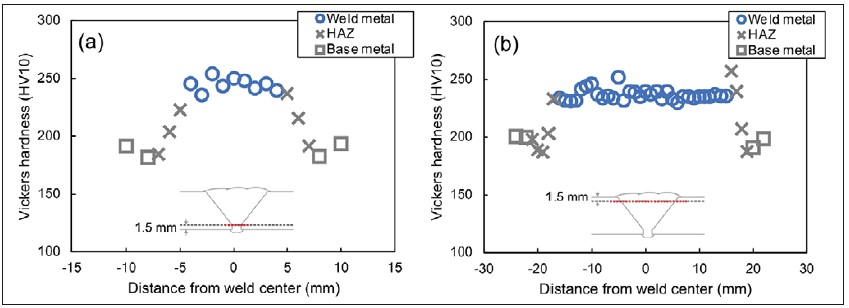
(a)GTAW層(裏面から1.5mm), (b)SMAW層 (表面から1.5mm)
4-4. ルート部の化学成分
図5にルート部近傍のSi, Cr, NのEPMAマッピングを示す。裏波ビードのCr量は母材同等のコントラストを示しており、母材同等の耐高温酸化性を有すると考えられる。また大気(N)の巻込みも確認されなかった。
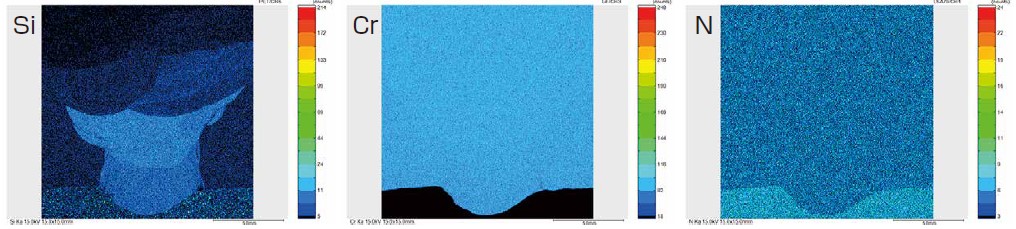
以上の結果より、本施工を用いて健全なGr.91鋼の溶接継手が得られたと考える。
5.製品ラインナップ
バックシールドを省略して作製した溶接継手の諸性能をGr.91鋼用GTAW溶接材料「[T]TG-SX91CM」を例として紹介したが、同様の思想で開発した5Cr-0.5Mo鋼用「[T]TG-SX5CM」および9Cr-1Mo鋼用「[T]TG-SX9CM」もラインナップされている。なお、[T]TG-SX5CM、[T]TG-SX9CMは日揮グローバル(株)との共同開発品であり、実工事への適用に向けての検討が進んでいる。
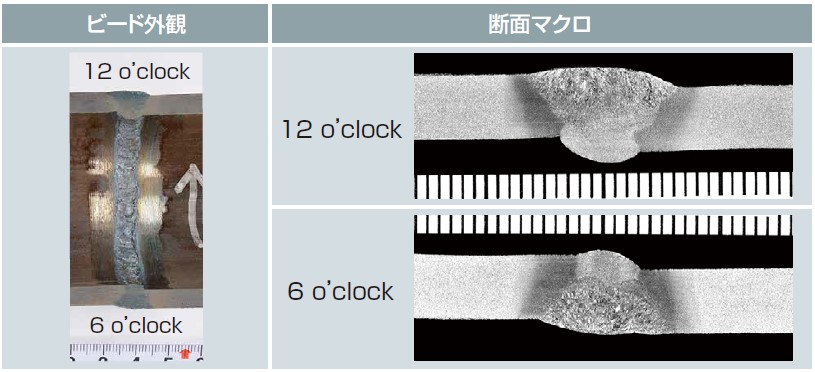
図6に[T]TG-SX9CMを用いた小径管(NPS2)の目違いのある溶接継手の水平固定管上進溶接における裏波ビード外観および断面マクロを示す。目違いがあっても上向、下向姿勢のいずれでも良好な裏波ビードを得られることが確認されている。
6.おわりに
Cr-Mo鋼の裏波溶接時のバックシールド省略施工は、従来の不活性ガスによるバックシールド適用時と比較して、品質面では酸素濃度管理不足による裏波不良の削減、コスト面では不活性ガス不使用によるコスト削減、納期面では治具の設置・取り外しやガス充填待機時間の短縮、安全面では窒息事故リスク回避など、さまざまな課題を解決できる施工であると考える。さらに本施工法では裏波ビードへのスラグ形成もほとんどなく、適用機器や配管系を選ばず使用できるメリットがある。引き続き本施工法の実用化に取り組むことで、施工能率や安全性の向上に貢献していきたい。
参考文献
1) 川嶋巌:トラブル事例から学ぶステンレス鋼溶接の勘どころ, JWES WE-COMマガジン 第17号
2) Atsushi Takahashi, Shinya Isono, Hideaki Takauchi: “EVALUATION OF CR-MO STEELS WELDS PRODUCED BY GAS TUNGSTEN ARC WELDING WITH HIGH SILICON CONTAINED SOLID FILLER ROD TO OMIT BACK SHIELDING”, ASME PVP 2023-106175
3) 坂野泰隆:火力発電向けP91鋼用溶接材料について, ぼうだより 2015年7月号 vol.487 技術レポート (Vol. 56 2015-3)
| ※文中の商標を下記のように短縮表記しております。 TRUSTARC™→ [T] |