>> P.131
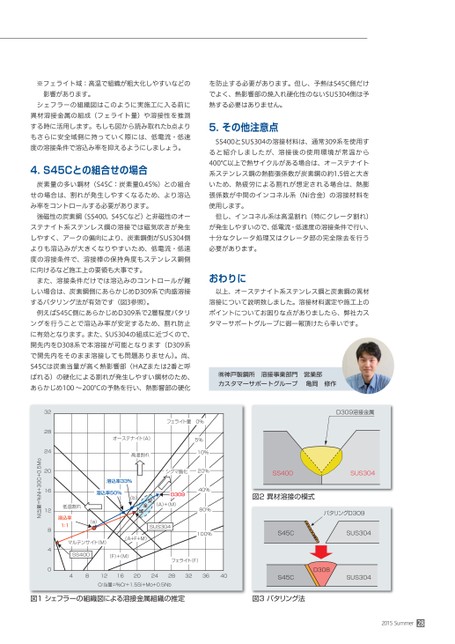
※フェライト域:高温で組織が粗大化しやすいなどの影響があります。シェフラーの組織図はこのように実施工に入る前に異材溶接金属の組成(フェライト量)や溶接性を推測する時に活用します。もしも図から読み取れたb点よりもさらに安全域側に持っていく際には、低電流・低速度の溶接条件で溶込み率を抑えるようにしましょう。4.S45Cとの組合せの場合炭素量の多い鋼材(S45C:炭素量0.45%)との組合せの場合は、割れが発生しやすくなるため、より溶込み率をコントロールする必要があります。強磁性の炭素鋼(SS400,S45Cなど)と非磁性のオーステナイト系ステンレス鋼の溶接では磁気吹きが発生しやすく、アークの偏向により、炭素鋼側がSUS304側よりも溶込みが大きくなりやすいため、低電流・低速度の溶接条件で、溶接棒の保持角度もステンレス鋼側に向けるなど施工上の要領も大事です。また、溶接条件だけでは溶込みのコントロールが難しい場合は、炭素鋼側にあらかじめD309系で肉盛溶接するバタリング法が有効です(図3参照)。例えばS45C側にあらかじめD309系で2層程度バタリングを行うことで溶込み率が安定するため、割れ防止に有効となります。また、SUS304の組成に近づくので、開先内をD308系で本溶接が可能となります(D309系で開先内をそのまま溶接しても問題ありません)。尚、S45Cは炭素当量が高く熱影響部(HAZまたは2番と呼ばれる)の硬化による割れが発生しやすい鋼材のため、あらかじめ100〜200℃の予熱を行い、熱影響部の硬化を防止する必要があります。但し、予熱はS45C側だけでよく、熱影響部の焼入れ硬化性のないSUS304側は予熱する必要はありません。5.その他注意点SS400とSUS304の溶接材料は、通常309系を使用すると紹介しましたが、溶接後の使用環境が常温から400℃以上で熱サイクルがある場合は、オーステナイト系ステンレス鋼の熱膨張係数が炭素鋼の約1.5倍と大きいため、熱疲労による割れが想定される場合は、熱膨張係数が中間のインコネル系(Ni合金)の溶接材料を使用します。但し、インコネル系は高温割れ(特にクレータ割れ)が発生しやすいので、低電流・低速度の溶接条件で行い、十分なクレータ処理又はクレータ部の完全除去を行う必要があります。おわりに以上、オーステナイト系ステンレス鋼と炭素鋼の異材溶接について説明致しました。溶接材料選定や施工上のポイントについてお困りな点がありましたら、弊社カスタマーサポートグループに御一報頂けたら幸いです。㈱神戸製鋼所溶接事業部門営業部カスタマーサポートグループ亀岡修作D309溶接金属481216202428323640Cr当量=%Cr+1.5Si+Mo+0.5NbD308S45CSUS304図1シェフラーの組織図による溶接金属組織の推定図3バタリング法2015Summer28フェライト量0%オーステナイト(A)高温割れ5%10%シグマ脆化20%SS400SUS304溶込率33%溶込率50%(b)安全D309(A)+(M)域SUS304低温割れ溶込率1:1(a)マルテンサイト(M)(A+F+M)SS400(F)+(M)フェライト(F)40%80%100%図2異材溶接の模式バタリングD309S45CSUS304322824201612840Ni当量=%Ni+30C+0.5Mo
 | <
| <  |
|  > |
> |  >>
>>