>> P.1
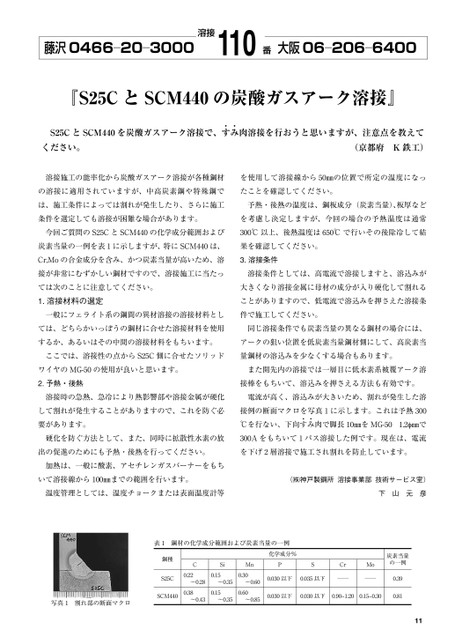
藤沢0466―20―3000溶接110番大阪06―206―6400『S25CとSCM440の炭酸ガスアーク溶接』肉溶接を行おうと思いますが、注意点を教えて(京都府K鉄工)みS25CとSCM440を炭酸ガスアーク溶接で、すください。溶接施工の能率化から炭酸ガスアーク溶接が各種鋼材を使用して溶接線から50㎜の位置で所定の温度になっの溶接に適用されていますが、中高炭素鋼や特殊鋼でたことを確認してください。は、施工条件によっては割れが発生したり、さらに施工予熱・後熱の温度は、鋼板成分(炭素当量)、板厚など条件を選定しても溶接が困難な場合があります。を考慮し決定しますが、今回の場合の予熱温度は通常今回ご質問のS25CとSCM440の化学成分範囲および300℃以上、後熱温度は650℃で行いその後除冷して結炭素当量の一例を表1に示しますが、特にSCM440は、果を確認してください。Cr,Moの合金成分を含み、かつ炭素当量が高いため、溶3.溶接条件接が非常にむずかしい鋼材ですので、溶接施工に当たっ溶接条件としては、高電流で溶接しますと、溶込みがては次のことに注意してください。大きくなり溶接金属に母材の成分が入り硬化して割れる1.溶接材料の選定ことがありますので、低電流で溶込みを押さえた溶接条一般にフェライト系の鋼間の異材溶接の溶接材料とし件で施工してください。ては、どちらかいっぽうの鋼材に合せた溶接材料を使用同じ溶接条件でも炭素当量の異なる鋼材の場合には、するか、あるいはその中間の溶接材料をもちいます。アークの狙い位置を低炭素当量鋼材側にして、高炭素当ここでは、溶接性の点からS25C側に合せたソリッド量鋼材の溶込みを少なくする場合もあります。ワイヤのMG-50の使用が良いと思います。また開先内の溶接では一層目に低水素系被覆アーク溶2.予熱・後熱接棒をもちいて、溶込みを押さえる方法も有効です。溶接時の急熱、急冷により熱影響部や溶接金属が硬化電流が高く、溶込みが大きいため、割れが発生した溶して割れが発生することがありますので、これを防ぐ必接例の断面マクロを写真1に示します。これは予熱3001.2φ㎜で℃を行ない、下向す肉で脚長10㎜をMG-50み要があります。硬化を防ぐ方法として、また、同時に拡散性水素の放300Aをもちいて1パス溶接した例です。現在は、電流出の促進のためにも予熱・後熱を行ってください。を下げ2層溶接で施工され割れを防止しています。加熱は、一般に酸素、アセチレンガスバーナーをもちいて溶接線から100㎜までの範囲を行います。(㈱神戸製鋼所溶接事業部技術サービス室)温度管理としては、温度チョークまたは表面温度計等下山元彦表1鋼材の化学成分範囲および炭素当量の一例鋼種S25CCSiMnPSCrMo化学成分%炭素当量の一例0.220.150.30〜0.28〜0.35〜0.600.030以下0.035以下――――0.39SCM4400.380.150.60〜0.43〜0.35〜0.850.030以下0.030以下0.90~1.200.15~0.300.8111写真1割れ部の断面マクロ
 |
|  > |
> |  >>
>>