>> P.13
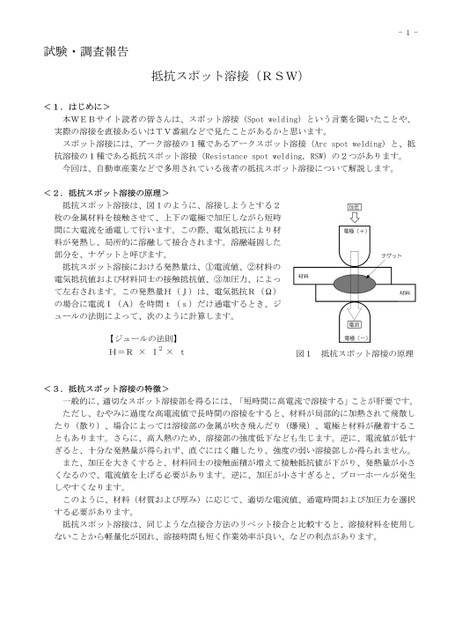
試験・調査報告抵抗スポット溶接(RSW)-1-1.はじめに>本WEBサイト読者の皆さんは、スポット溶接(Spotwelding)という言葉を聞いたことや、実際の溶接を直接あるいはTV番組などで見たことがあるかと思います。スポット溶接には、アーク溶接の1種であるアークスポット溶接(Arcspotwelding)と、抵抗溶接の1種である抵抗スポット溶接(Resistancespotwelding,RSW)の2つがあります。今回は、自動車産業などで多用されている後者の抵抗スポット溶接について解説します。2.抵抗スポット溶接の原理>抵抗スポット溶接は、図1のように、溶接しようとする2枚の金属材料を接触させて、上下の電極で加圧しながら短時間に大電流を通電して行います。この際、電気抵抗により材料が発熱し、局所的に溶融して接合されます。溶融凝固した部分を、ナゲットと呼びます。抵抗スポット溶接における発熱量は、①電流値、②材料の電気抵抗値および材料同士の接触抵抗値、③加圧力、によって左右されます。この発熱量H(J)は、電気抵抗R(Ω)の場合に電流I(A)を時間t(s)だけ通電するとき、ジュールの法則によって、次のように計算します。<<【ジュールの法則】H=R×I2×t図1抵抗スポット溶接の原理<3.抵抗スポット溶接の特徴>一般的に、適切なスポット溶接部を得るには、「短時間に高電流で溶接する」ことが肝要です。ただし、むやみに過度な高電流値で長時間の溶接をすると、材料が局部的に加熱されて飛散したり(散り)、場合によっては溶接部の金属が吹き飛んだり(爆飛)、電極と材料が融着することもあります。さらに、高入熱のため、溶接部の強度低下なども生じます。逆に、電流値が低すぎると、十分な発熱量が得られず、直ぐにはく離したり、強度の弱い溶接部しか得られません。また、加圧を大きくすると、材料同士の接触面積が増えて接触抵抗値が下がり、発熱量が小さくなるので、電流値を上げる必要があります。逆に、加圧が小さすぎると、ブローホールが発生しやすくなります。このように、材料(材質および厚み)に応じて、適切な電流値、通電時間および加圧力を選択する必要があります。抵抗スポット溶接は、同じような点接合方法のリベット接合と比較すると、溶接材料を使用しないことから軽量化が図れ、溶接時間も短く作業効率が良い、などの利点があります。
 | <
| <  |
|  > |
> |  >>
>>