>> P.14
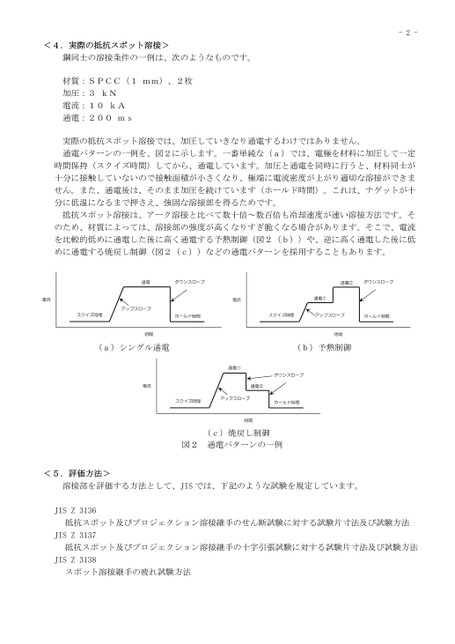
<4.実際の抵抗スポット溶接>鋼同士の溶接条件の一例は、次のようなものです。材質:SPCC(1mm)、2枚加圧:3kN電流:10kA通電:200ms-2-実際の抵抗スポット溶接では、加圧していきなり通電するわけではありません。通電パターンの一例を、図2に示します。一番単純な(a)では、電極を材料に加圧して一定時間保持(スクイズ時間)してから、通電しています。加圧と通電を同時に行うと、材料同士が十分に接触していないので接触面積が小さくなり、極端に電流密度が上がり適切な溶接ができません。また、通電後は、そのまま加圧を続けています(ホールド時間)。これは、ナゲットが十分に低温になるまで押さえ、強固な溶接部を得るためです。抵抗スポット溶接は、アーク溶接と比べて数十倍~数百倍も冷却速度が速い溶接方法です。そのため、材質によっては、溶接部の強度が高くなりすぎ脆くなる場合があります。そこで、電流を比較的低めに通電した後に高く通電する予熱制御(図2(b))や、逆に高く通電した後に低めに通電する焼戻し制御(図2(c))などの通電パターンを採用することもあります。(a)シングル通電(b)予熱制御(c)焼戻し制御図2通電パターンの一例5.評価方法>溶接部を評価する方法として、JISでは、下記のような試験を規定しています。JISZ3136抵抗スポット及びプロジェクション溶接継手のせん断試験に対する試験片寸法及び試験方法JISZ3137抵抗スポット及びプロジェクション溶接継手の十字引張試験に対する試験片寸法及び試験方法<JISZ3138スポット溶接継手の疲れ試験方法
 | <
| <  |
|  > |
> |  >>
>>