>> P.27
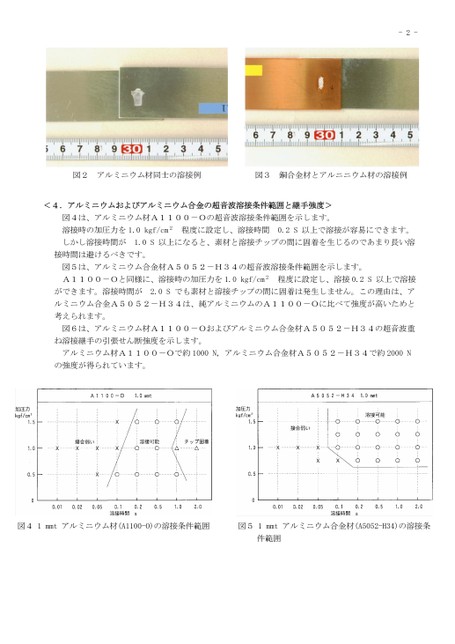
-2-図2アルミニウム材同士の溶接例図3銅合金材とアルニニウム材の溶接例<4.アルミニウムおよびアルミニウム合金の超音波溶接条件範囲と継手強度>図4は、アルミニウム材A1100-Oの超音波溶接条件範囲を示します。溶接時の加圧力を1.0kgf/cm2程度に設定し、溶接時間0.2S以上で溶接が容易にできます。しかし溶接時間が1.0S以上になると、素材と溶接チップの間に固着を生じるのであまり長い溶接時間は避けるべきです。図5は、アルミニウム合金材A5052-H34の超音波溶接条件範囲を示します。A1100-Oと同様に、溶接時の加圧力を1.0kgf/cm2程度に設定し、溶接0.2S以上で溶接ができます。溶接時間が2.0Sでも素材と溶接チップの間に固着は発生しません。この理由は、アルミニウム合金A5052-H34は、純アルミニウムのA1100-Oに比べて強度が高いためと考えられます。図6は、アルミニウム材A1100-Oおよびアルミニウム合金材A5052-H34の超音波重ね溶接継手の引張せん断強度を示します。アルミニウム材A1100-Oで約1000N,アルミニウム合金材A5052-H34で約2000Nの強度が得られています。図51mmtアルミニウム合金材(A5052-H34)の溶接条件範囲図41mmtアルミニウム材(A1100-O)の溶接条件範囲
 | <
| <  |
|  > |
> |  >>
>>