>> P.26
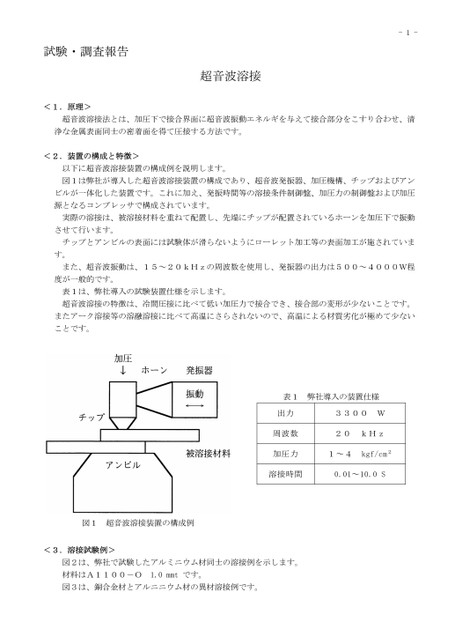
-1-1.原理>超音波溶接法とは、加圧下で接合界面に超音波振動エネルギを与えて接合部分をこすり合わせ、清浄な金属表面同士の密着面を得て圧接する方法です。2.装置の構成と特徴>以下に超音波溶接装置の構成例を説明します。図1は弊社が導入した超音波溶接装置の構成であり、超音波発振器、加圧機構、チップおよびアンビルが一体化した装置です。これに加え、発振時間等の溶接条件制御盤、加圧力の制御盤および加圧源となるコンプレッサで構成されています。実際の溶接は、被溶接材料を重ねて配置し、先端にチップが配置されているホーンを加圧下で振動させて行います。チップとアンビルの表面には試験体が滑らないようにローレット加工等の表面加工が施されています。また、超音波振動は、15~20kHzの周波数を使用し、発振器の出力は500~4000W程度が一般的です。表1は、弊社導入の試験装置仕様を示します。超音波溶接の特徴は、冷間圧接に比べて低い加圧力で接合でき、接合部の変形が少ないことです。またアーク溶接等の溶融溶接に比べて高温にさらされないので、高温による材質劣化が極めて少ないことです。<<試験・調査報告超音波溶接表1弊社導入の装置仕様出力3300W周波数20kHz加圧力1~4kgf/cm2溶接時間0.01~10.0S図1超音波溶接装置の構成例<3.溶接試験例>図2は、弊社で試験したアルミニウム材同士の溶接例を示します。材料はA1100-O1.0mmtです。図3は、銅合金材とアルニニウム材の異材溶接例です。
 | <
| <  |
|  > |
> |  >>
>>