>> P.56
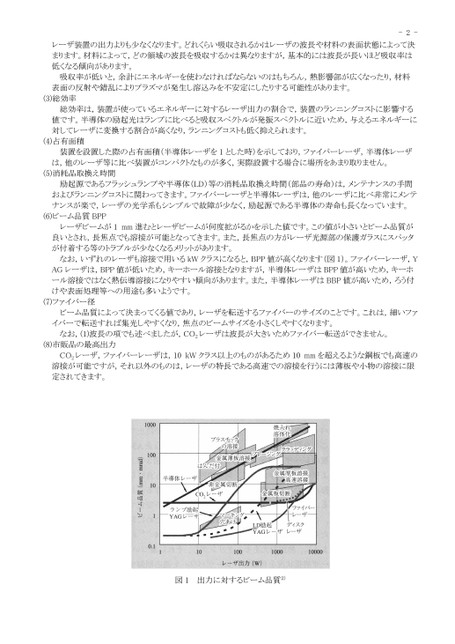
-2-レーザ装置の出力よりも少なくなります。どれくらい吸収されるかはレーザの波長や材料の表面状態によって決まります。材料によって,どの領域の波長を吸収するかは異なりますが,基本的には波長が長いほど吸収率は低くなる傾向があります。吸収率が低いと,余計にエネルギーを使わなければならないのはもちろん,熱影響部が広くなったり,材料表面の反射や錯乱によりプラズマが発生し溶込みを不安定にしたりする可能性があります。(3)総効率総効率は,装置が使っているエネルギーに対するレーザ出力の割合で,装置のランニングコストに影響する値です。半導体の励起光はランプに比べると吸収スペクトルが発振スペクトルに近いため,与えるエネルギーに対してレーザに変換する割合が高くなり,ランニングコストも低く抑えられます。(4)占有面積装置を設置した際の占有面積(半導体レーザを1とした時)を示しており,ファイバーレーザ,半導体レーザは,他のレーザ等に比べ装置がコンパクトなものが多く,実際設置する場合に場所をあまり取りません。(5)消耗品取換え時間励起源であるフラッシュランプや半導体(LD)等の消耗品取換え時間(部品の寿命)は,メンテナンスの手間およびランニングコストに関わってきます。ファイバーレーザと半導体レーザは,他のレーザに比べ非常にメンテナンスが楽で,レーザの光学系もシンプルで故障が少なく,励起源である半導体の寿命も長くなっています。(6)ビーム品質BPPレーザビームが1mm進むとレーザビームが何度拡がるかを示した値です。この値が小さいとビーム品質が良いとされ,長焦点でも溶接が可能となってきます。また,長焦点の方がレーザ光源部の保護ガラスにスパッタが付着する等のトラブルが少なくなるメリットがあります。なお,いずれのレーザも溶接で用いるkWクラスになると,BPP値が高くなります(図1)。ファイバーレーザ,YAGレーザは,BPP値が低いため,キーホール溶接となりますが,半導体レーザはBPP値が高いため,キーホール溶接ではなく熱伝導溶接になりやすい傾向があります。また,半導体レーザはBBP値が高いため,ろう付けや表面処理等への用途も多いようです。(7)ファイバー径ビーム品質によって決まってくる値であり,レーザを転送するファイバーのサイズのことです。これは,細いファイバーで転送すれば集光しやすくなり,焦点のビームサイズを小さくしやすくなります。なお,(1)波長の項でも述べましたが,CO2レーザは波長が大きいためファイバー転送ができません。(8)市販品の最高出力CO2レーザ,ファイバーレーザは,10kWクラス以上のものがあるため10mmを超えるような鋼板でも高速の溶接が可能ですが,それ以外のものは,レーザの特長である高速での溶接を行うには薄板や小物の溶接に限定されてきます。図1出力に対するビーム品質2)
 | <
| <  |
|  > |
> |  >>
>>