>> P.57
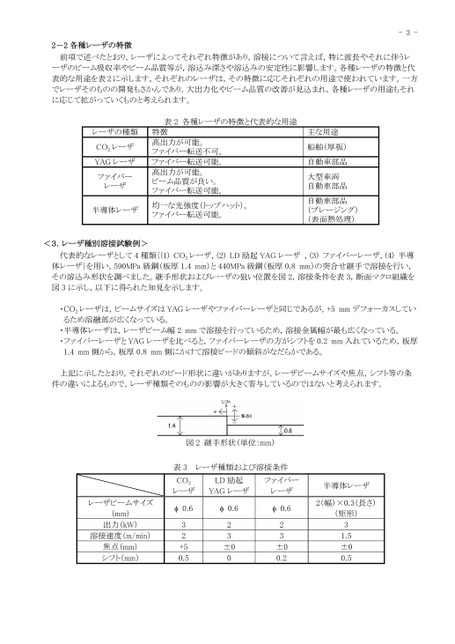
2-2各種レーザの特徴前項で述べたとおり,レーザによってそれぞれ特徴があり,溶接について言えば,特に波長やそれに伴うレーザのビーム吸収率やビーム品質等が,溶込み深さや溶込みの安定性に影響します。各種レーザの特徴と代表的な用途を表2に示します。それぞれのレーザは,その特徴に応じそれぞれの用途で使われています。一方でレーザそのものの開発もさかんであり,大出力化やビーム品質の改善が見込まれ,各種レーザの用途もそれに応じて拡がっていくものと考えられます。-3-表2各種レーザの特徴と代表的な用途レーザの種類CO2レーザYAGレーザファイバーレーザ特徴高出力が可能。ファイバー転送不可。ファイバー転送可能。高出力が可能。ビーム品質が良い。ファイバー転送可能。半導体レーザ均一な光強度(トップハット)。ファイバー転送可能。主な用途船舶(厚板)自動車部品大型車両自動車部品自動車部品(ブレージング)(表面熱処理)<3.レーザ種別溶接試験例>代表的なレーザとして4種類{(1)CO2レーザ,(2)LD励起YAGレーザ,(3)ファイバーレーザ,(4)半導体レーザ}を用い,590MPa級鋼(板厚1.4mm)と440MPa級鋼(板厚0.8mm)の突合せ継手で溶接を行い,その溶込み形状を調べました。継手形状およびレーザの狙い位置を図2,溶接条件を表3,断面マクロ組織を図3に示し,以下に得られた知見を示します。・CO2レーザは,ビームサイズはYAGレーザやファイバーレーザと同じであるが,+5mmデフォーカスしているため溶融部が広くなっている。・半導体レーザは,レーザビーム幅2mmで溶接を行っているため,溶接金属幅が最も広くなっている。・ファイバーレーザとYAGレーザを比べると,ファイバーレーザの方がシフトを0.2mm入れているため,板厚1.4mm側から,板厚0.8mm側にかけて溶接ビードの傾斜がなだらかである。上記に示したとおり,それぞれのビード形状に違いがありますが,レーザビームサイズや焦点,シフト等の条件の違いによるもので,レーザ種類そのものの影響が大きく寄与しているのではないと考えられます。図2継手形状(単位:mm)表3レーザ種類および溶接条件CO2LD励起ファイバーレーザYAGレーザレーザ0.60.60.632+50.523±0023±00.2半導体レーザ2(幅)×0.3(長さ)(矩形)31.5±00.5レーザビームサイズ(mm)出力(kW)溶接速度(m/min)焦点(mm)シフト(mm)
 | <
| <  |
|  > |
> |  >>
>>