>> P.102
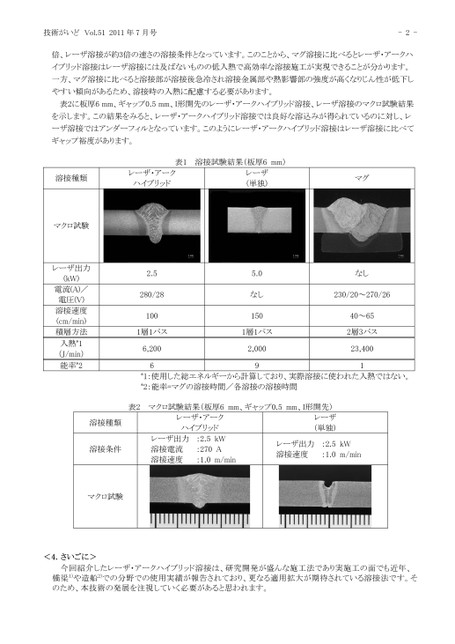
技術がいどVol.512011年7月号-2-倍、レーザ溶接が約3倍の速さの溶接条件となっています。このことから、マグ溶接に比べるとレーザ・アークハイブリッド溶接はレーザ溶接には及ばないものの低入熱で高効率な溶接施工が実現できることが分かります。一方、マグ溶接に比べると溶接部が溶接後急冷され溶接金属部や熱影響部の強度が高くなりじん性が低下しやすい傾向があるため、溶接時の入熱に配慮する必要があります。表2に板厚6mm、ギャップ0.5mm、I形開先のレーザ・アークハイブリッド溶接、レーザ溶接のマクロ試験結果を示します。この結果をみると、レーザ・アークハイブリッド溶接では良好な溶込みが得られているのに対し、レーザ溶接ではアンダーフィルとなっています。このようにレーザ・アークハイブリッド溶接はレーザ溶接に比べてギャップ裕度があります。溶接種類レーザ・アークハイブリッドレーザ(単独)マグ表1溶接試験結果(板厚6mm)マクロ試験レーザ出力(kW)電流(A)/電圧(V)溶接速度(cm/min)積層方法入熱*1(J/min)能率*2溶接種類溶接条件マクロ試験2.5280/281001層1パス6,20065.0なし1501層1パス2,0009なし230/20~270/2640~652層3パス23,4001*1:使用した総エネルギーから計算しており、実際溶接に使われた入熱ではない。*2:能率=マグの溶接時間/各溶接の溶接時間表2マクロ試験結果(板厚6mm、ギャップ0.5mm、I形開先)レーザ・アークハイブリッドレーザ出力:2.5kW溶接電流:270A溶接速度:1.0m/minレーザ(単独)レーザ出力:2.5kW溶接速度:1.0m/min<4.さいごに>今回紹介したレーザ・アークハイブリッド溶接は、研究開発が盛んな施工法であり実施工の面でも近年、橋梁1)や造船2)での分野での使用実績が報告されており、更なる適用拡大が期待されている溶接法です。そのため、本技術の発展を注視していく必要があると思われます。
 | <
| <  |
|  > |
> |  >>
>>