>> P.101
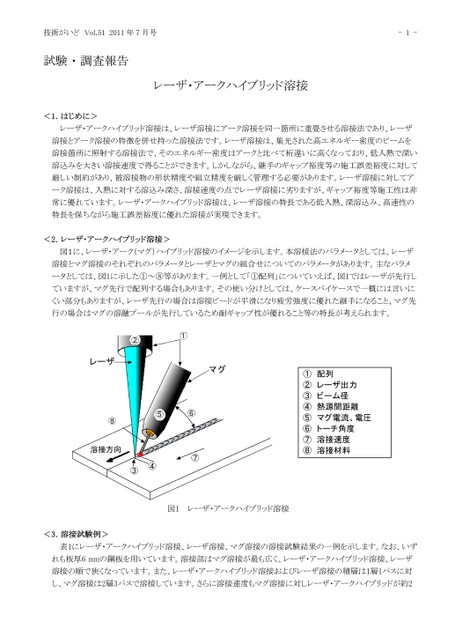
技術がいどVol.512011年7月号試験・調査報告-1-レーザ・アークハイブリッド溶接は、レーザ溶接にアーク溶接を同一箇所に重畳させる溶接法であり、レーザ溶接とアーク溶接の特徴を併せ持った溶接法です。レーザ溶接は、集光された高エネルギー密度のビームを溶接箇所に照射する溶接法で、そのエネルギー密度はアークと比べて桁違いに高くなっており、低入熱で深い溶込みを大きい溶接速度で得ることができます。しかしながら、継手のギャップ裕度等の施工誤差裕度に対して厳しい制約があり、被溶接物の形状精度や組立精度を厳しく管理する必要があります。レーザ溶接に対してアーク溶接は、入熱に対する溶込み深さ、溶接速度の点でレーザ溶接に劣りますが、ギャップ裕度等施工性は非常に優れています。レーザ・アークハイブリッド溶接は、レーザ溶接の特長である低入熱、深溶込み、高速性の特長を保ちながら施工誤差裕度に優れた溶接が実現できます。<2.レーザ・アークハイブリッド溶接>図1に、レーザ・アーク(マグ)ハイブリッド溶接のイメージを示します。本溶接法のパラメータとしては、レーザ溶接とマグ溶接のそれぞれのパラメータとレーザとマグの組合せについてのパラメータがあります。主なパラメータとしては、図1に示した①~⑧等があります。一例として「①配列」についていえば、図1ではレーザが先行していますが、マグ先行で配列する場合もあります。その使い分けとしては、ケースバイケースで一概には言いにくい部分もありますが、レーザ先行の場合は溶接ビードが平滑になり疲労強度に優れた継手になること、マグ先行の場合はマグの溶融プールが先行しているため耐ギャップ性が優れること等の特長が考えられます。レーザ・アークハイブリッド溶接1.はじめに><①配列②レーザ出力③ビーム径④熱源間距離⑤マグ電流、電圧⑥⑦溶接速度⑧溶接材料トーチ角度図1レーザ・アークハイブリッド溶接3.溶接試験例>表1にレーザ・アークハイブリッド溶接、レーザ溶接、マグ溶接の溶接試験結果の一例を示します。なお、いずれも板厚6mmの鋼板を用いています。溶接部はマグ溶接が最も広く、レーザ・アークハイブリッド溶接、レーザ溶接の順で狭くなっています。また、レーザ・アークハイブリッド溶接およびレーザ溶接の積層は1層1パスに対し、マグ溶接は2層3パスで溶接しています。さらに溶接速度もマグ溶接に対しレーザ・アークハイブリッドが約2<
 | <
| <  |
|  > |
> |  >>
>>