>> P.104
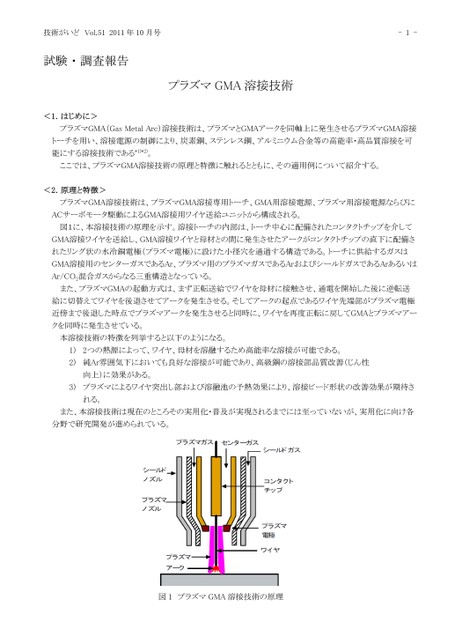
-1-プラズマGMA溶接技術技術がいどVol.512011年10月号試験・調査報告1.はじめに><プラズマGMA(GasMetalArc)溶接技術は、プラズマとGMAアークを同軸上に発生させるプラズマGMA溶接トーチを用い、溶接電源の制御により、炭素鋼、ステンレス鋼、アルミニウム合金等の高能率・高品質溶接を可能にする溶接技術である*1)*2)。ここでは、プラズマGMA溶接技術の原理と特徴に触れるとともに、その適用例について紹介する。<2.原理と特徴>プラズマGMA溶接技術は、プラズマGMA溶接専用トーチ、GMA用溶接電源、プラズマ用溶接電源ならびにACサーボモータ駆動によるGMA溶接用ワイヤ送給ユニットから構成される。図1に、本溶接技術の原理を示す。溶接トーチの内部は、トーチ中心に配備されたコンタクトチップを介してGMA溶接ワイヤを送給し、GMA溶接ワイヤと母材との間に発生させたアークがコンタクトチップの直下に配備されたリング状の水冷銅電極(プラズマ電極)に設けた小径穴を通過する構造である。トーチに供給するガスはGMA溶接用のセンターガスであるAr、プラズマ用のプラズマガスであるArおよびシールドガスであるArあるいはAr/CO2混合ガスからなる三重構造となっている。また、プラズマGMAの起動方式は、まず正転送給でワイヤを母材に接触させ、通電を開始した後に逆転送給に切替えてワイヤを後退させてアークを発生させる。そしてアークの起点であるワイヤ先端部がプラズマ電極近傍まで後退した時点でプラズマアークを発生させると同時に、ワイヤを再度正転に戻してGMAとプラズマアークを同時に発生させている。本溶接技術の特徴を列挙すると以下のようになる。1)2)3)2つの熱源によって、ワイヤ、母材を溶融するため高能率な溶接が可能である。純Ar雰囲気下においても良好な溶接が可能であり、高級鋼の溶接部品質改善(じん性向上)に効果がある。プラズマによるワイヤ突出し部および溶融池の予熱効果により、溶接ビード形状の改善効果が期待される。また、本溶接技術は現在のところその実用化・普及が実現されるまでには至っていないが、実用化に向け各分野で研究開発が進められている。図1プラズマGMA溶接技術の原理
 | <
| <  |
|  > |
> |  >>
>>