>> P.106
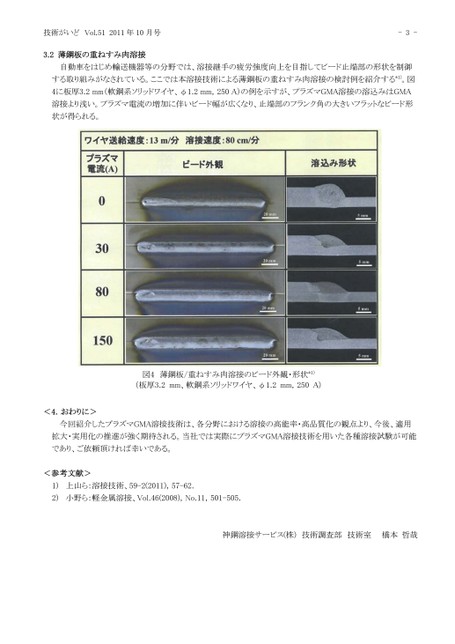
技術がいどVol.512011年10月号3.2薄鋼板の重ねすみ肉溶接-3-自動車をはじめ輸送機器等の分野では、溶接継手の疲労強度向上を目指してビード止端部の形状を制御する取り組みがなされている。ここでは本溶接技術による薄鋼板の重ねすみ肉溶接の検討例を紹介する*1)。図4に板厚3.2mm(軟鋼系ソリッドワイヤ、φ1.2mm,250A)の例を示すが、プラズマGMA溶接の溶込みはGMA溶接より浅い。プラズマ電流の増加に伴いビード幅が広くなり、止端部のフランク角の大きいフラットなビード形状が得られる。図4薄鋼板/重ねすみ肉溶接のビード外観・形状*1)(板厚3.2mm、軟鋼系ソリッドワイヤ、φ1.2mm,250A)4.おわりに>今回紹介したプラズマGMA溶接技術は、各分野における溶接の高能率・高品質化の観点より、今後、適用拡大・実用化の推進が強く期待される。当社では実際にプラズマGMA溶接技術を用いた各種溶接試験が可能であり、ご依頼頂ければ幸いである。参考文献>1)2)上山ら:溶接技術、59-2(2011),57-62.小野ら:軽金属溶接、Vol.46(2008),No.11,501-505.神鋼溶接サービス(株)技術調査部技術室橋本哲哉<<
 | <
| <  |
|  > |
> |  >>
>>