>> P.156
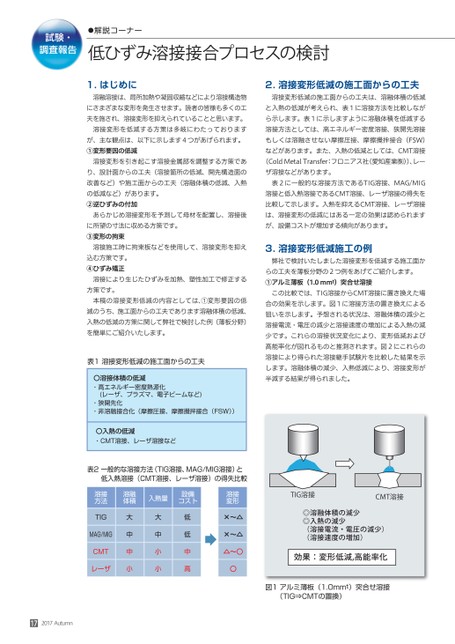
試験・調査報告●解説コーナー低ひずみ溶接接合プロセスの検討1.はじめに溶融溶接は、局所加熱や凝固収縮などにより溶接構造物にさまざまな変形を発生させます。読者の皆様も多くの工夫を施され、溶接変形を抑えられていることと思います。溶接変形を低減する方策は多岐にわたっておりますが、主な観点は、以下に示します4つがあげられます。①変形要因の低減溶接変形を引き起こす溶接金属部を調整する方策であり、設計面からの工夫(溶接箇所の低減、開先構造面の改善など)や施工面からの工夫(溶融体積の低減、入熱の低減など)があります。②逆ひずみの付加あらかじめ溶接変形を予測して母材を配置し、溶接後に所望の寸法に収める方策です。③変形の拘束溶接施工時に拘束板などを使用して、溶接変形を抑え込む方策です。④ひずみ矯正溶接により生じたひずみを加熱、塑性加工で修正する方策です。本稿の溶接変形低減の内容としては、①変形要因の低減のうち、施工面からの工夫であります溶融体積の低減、入熱の低減の方策に関して弊社で検討した例(薄板分野)を簡単にご紹介いたします。表1溶接変形低減の施工面からの工夫〇溶接体積の低減・高エネルギー密度熱源化(レーザ、プラズマ、電子ビームなど)・狭開先化・非溶融接合化(摩擦圧接、摩擦攪拌接合(FSW))〇入熱の低減・CMT溶接、レーザ溶接など表2一般的な溶接方法(TIG溶接、MAG/MIG溶接)と低入熱溶接(CMT溶接、レーザ溶接)の得失比較溶接方法TIGMAG/MIGCMTレーザ溶融体積入熱量設備コスト大中中小大中小小低低中高溶接変形×〜△×〜△△〜○○2.溶接変形低減の施工面からの工夫溶接変形低減の施工面からの工夫は、溶融体積の低減と入熱の低減が考えられ、表1に溶接方法を比較しながら示します。表1に示しますように溶融体積を低減する溶接方法としては、高エネルギー密度溶接、狭開先溶接もしくは溶融させない摩擦圧接、摩擦攪拌接合(FSW)などがあります。また、入熱の低減としては、CMT溶接(ColdMetalTransfer:フロニアス社(愛知産業㈱))、レーザ溶接などがあります。表2に一般的な溶接方法であるTIG溶接、MAG/MIG溶接と低入熱溶接であるCMT溶接、レーザ溶接の得失を比較して示します。入熱を抑えるCMT溶接、レーザ溶接は、溶接変形の低減にはある一定の効果は認められますが、設備コストが増加する傾向があります。3.溶接変形低減施工の例弊社で検討いたしました溶接変形を低減する施工面からの工夫を薄板分野の2つ例をあげてご紹介します。①アルミ薄板(1.0mmt)突合せ溶接この比較では、TIG溶接からCMT溶接に置き換えた場合の効果を示します。図1に溶接方法の置き換えによる狙いを示します。予想される状況は、溶融体積の減少と溶接電流・電圧の減少と溶接速度の増加による入熱の減少です。これらの溶接状況変化により、変形低減および高能率化が図れるものと推測されます。図2にこれらの溶接により得られた溶接継手試験片を比較した結果を示します。溶融体積の減少、入熱低減により、溶接変形が半減する結果が得られました。TIG溶接CMT溶接◎溶融体積の減少◎入熱の減少(溶接電流・電圧の減少)(溶接速度の増加)効果:変形低減,高能率化図1アルミ薄板(1.0mmt)突合せ溶接(TIG⇒CMTの置換)172017Autumn
 | <
| <  |
|  > |
> |  >>
>>