>> P.186
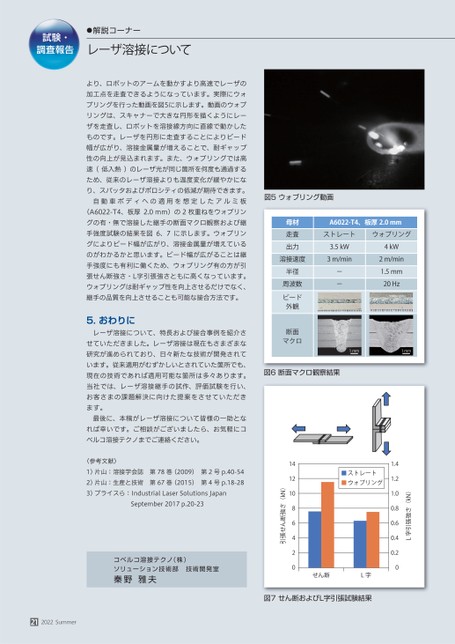
図5ウォブリング動画A6022-T4、板厚2.0mmストレートウォブリング3.5kW3m/min--4kW2m/min1.5mm20Hz母材走査出力溶接速度半径周波数ビード外観断面マクロ1mm1mm図6断面マクロ観察結果L字引張強さ(kN)1.41.21.00.80.60.40.20ストレートウォブリングせん断L字14121086420引張せん断強さ(kN)図7せん断およびL字引張試験結果より、ロボットのアームを動かすより高速でレーザの加工点を走査できるようになっています。実際にウォブリングを行った動画を図5に示します。動画のウォブリングは、スキャナーで大きな円形を描くようにレーザを走査し、ロボットを溶接線方向に直線で動かしたものです。レーザを円形に走査することによりビード幅が広がり、溶接金属量が増えることで、耐ギャップ性の向上が見込まれます。また、ウォブリングでは高速(低入熱)のレーザ光が同じ箇所を何度も通過するため、従来のレーザ溶接よりも温度変化が緩やかになり、スパッタおよびポロシティの低減が期待できます。自動車ボディへの適用を想定したアルミ板(A6022-T4、板厚2.0mm)の2枚重ねをウォブリングの有・無で溶接した継手の断面マクロ観察および継手強度試験の結果を図6、7に示します。ウォブリングによりビード幅が広がり、溶接金属量が増えているのがわかるかと思います。ビード幅が広がることは継手強度にも有利に働くため、ウォブリング有の方が引張せん断強さ・L字引張強さともに高くなっています。ウォブリングは耐ギャップ性を向上させるだけでなく、継手の品質を向上させることも可能な接合方法です。5.おわりにレーザ溶接について、特長および接合事例を紹介させていただきました。レーザ溶接は現在もさまざまな研究が進められており、日々新たな技術が開発されています。従来適用がむずかしいとされていた箇所でも、現在の技術であれば適用可能な箇所は多々あります。当社では、レーザ溶接継手の試作、評価試験を行い、お客さまの課題解決に向けた提案をさせていただきます。最後に、本稿がレーザ溶接について皆様の一助となれば幸いです。ご相談がございましたら、お気軽にコベルコ溶接テクノまでご連絡ください。〈参考文献〉1)片山:溶接学会誌第78巻(2009)第2号p.40-542)片山:生産と技術第67巻(2015)第4号p.18-283)ブライスら:IndustrialLaserSolutionsJapanSeptember2017p.20-23コベルコ溶接テクノ(株)ソリューション技術部技術開発室秦野雅夫212022Summer試験・調査報告●解説コーナーレーザ溶接について
 | <
| <  |
|  > |
> |  >>
>>