>> P.190
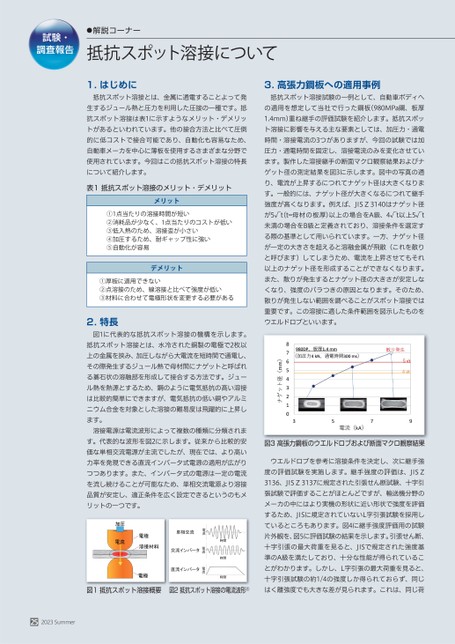
試験・調査報告●解説コーナー抵抗スポット溶接について1.はじめに抵抗スポット溶接とは、金属に通電することよって発生するジュール熱と圧力を利用した圧接の一種です。抵抗スポット溶接は表1に示すようなメリット・デメリットがあるといわれています。他の接合方法と比べて圧倒的に低コストで接合可能であり、自動化も容易なため、自動車メーカを中心に薄板を使用するさまざまな分野で使用されています。今回はこの抵抗スポット溶接の特長について紹介します。表1抵抗スポット溶接のメリット・デメリットメリット①1点当たりの溶接時間が短い②消耗品が少なく、1点当たりのコストが低い③低入熱のため、溶接歪が小さい④加圧するため、耐ギャップ性に強い⑤自動化が容易デメリット①厚板に適用できない②点溶接のため、線溶接と比べて強度が低い③材料に合わせて電極形状を変更する必要がある2.特長図1に代表的な抵抗スポット溶接の機構を示します。抵抗スポット溶接とは、水冷された銅製の電極で2枚以上の金属を挟み、加圧しながら大電流を短時間で通電し、その際発生するジュール熱で母材間にナゲットと呼ばれる碁石状の溶融部を形成して接合する方法です。ジュール熱を熱源とするため、鋼のように電気抵抗の高い溶接は比較的簡単にできますが、電気抵抗の低い銅やアルミニウム合金を対象とした溶接の難易度は飛躍的に上昇します。溶接電源は電流波形によって複数の種類に分類されます。代表的な波形を図2に示します。従来から比較的安価な単相交流電源が主流でしたが、現在では、より高い力率を発現できる直流インバータ式電源の適用が広がりつつあります。また、インバータ式の電源は一定の電流を流し続けることが可能なため、単相交流電源より溶接品質が安定し、適正条件を広く設定できるというのもメリットの一つです。図1抵抗スポット溶接概要図2抵抗スポット溶接の電流波形2)252023Summer3.高張力鋼板への適用事例抵抗スポット溶接試験の一例として、自動車ボディへの適用を想定して当社で行った鋼板(980MPa鋼、板厚1.4mm)重ね継手の評価試験を紹介します。抵抗スポット溶接に影響を与える主な要素としては、加圧力・通電時間・溶接電流の3つがありますが、今回の試験では加圧力・通電時間を固定し、溶接電流のみを変化させています。製作した溶接継手の断面マクロ観察結果およびナゲット径の測定結果を図3に示します。図中の写真の通り、電流が上昇するにつれてナゲット径は大きくなります。一般的には、ナゲット径が大きくなるにつれて継手強度が高くなります。例えば、JISZ3140はナゲット径が5√t(t=母材の板厚)以上の場合をA級、4√t以上5√t未満の場合をB級と定義されており、溶接条件を選定する際の基準として用いられています。一方、ナゲット径が一定の大きさを超えると溶融金属が飛散(これを散りと呼びます)してしまうため、電流を上昇させてもそれ以上のナゲット径を形成することができなくなります。また、散りが発生するとナゲット径の大きさが安定しなくなり、強度のバラつきの原因となります。そのため、散りが発生しない範囲を調べることがスポット溶接では重要です。この溶接に適した条件範囲を図示したものをウエルドロブといいます。図3高張力鋼板のウエルドロブおよび断面マクロ観察結果ウエルドロブを参考に溶接条件を決定し、次に継手強度の評価試験を実施します。継手強度の評価は、JISZ3136、JISZ3137に規定された引張せん断試験、十字引張試験で評価することがほとんどですが、輸送機分野のメーカの中にはより実機の形状に近い形状で強度を評価するため、JISに規定されていないL字引張試験を採用しているところもあります。図4に継手強度評価用の試験片外観を、図5に評価試験の結果を示します。引張せん断、十字引張の最大荷重を見ると、JISで規定された強度基準のA級を満たしており、十分な性能が得られていることがわかります。しかし、L字引張の最大荷重を見ると、十字引張試験の約1/4の強度しか得られておらず、同じはく離強度でも大きな差が見られます。これは、同じ荷
 | <
| <  |
|  > |
> |  >>
>>