>> P.191
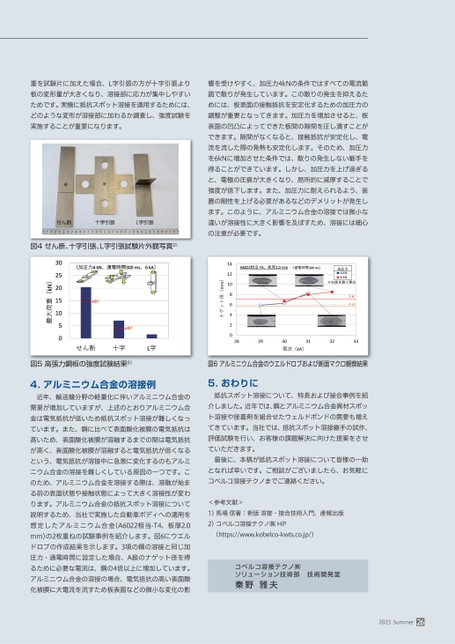
重を試験片に加えた場合、L字引張の方が十字引張より板の変形量が大きくなり、溶接部に応力が集中しやすいためです。実機に抵抗スポット溶接を適用するためには、どのような変形が溶接部に加わるか調査し、強度試験を実施することが重要になります。せん断十字引張L字引張図4せん断、十字引張、L字引張試験片外観写真2)響を受けやすく、加圧力4kNの条件ではすべての電流範囲で散りが発生しています。この散りの発生を抑えるためには、板表面の接触抵抗を安定化するための加圧力の調整が重要となってきます。加圧力を増加させると、板表面の凹凸によってできた板間の隙間を圧し潰すことができます。隙間がなくなると、接触抵抗が安定化し、電流を流した際の発熱も安定化します。そのため、加圧力を6kNに増加させた条件では、散りの発生しない継手を得ることができています。しかし、加圧力を上げ過ぎると、電極の圧痕が大きくなり、局所的に減厚することで強度が低下します。また、加圧力に耐えられるよう、装置の剛性を上げる必要があるなどのデメリットが発生します。このように、アルミニウム合金の溶接では微小な違いが溶接性に大きく影響を及ぼすため、溶接には細心の注意が必要です。図5高張力鋼板の強度試験結果2)図6アルミニウム合金のウエルドロブおよび断面マクロ観察結果4.アルミニウム合金の溶接例近年、輸送機分野の軽量化に伴いアルミニウム合金の需要が増加していますが、上述のとおりアルミニウム合金は電気抵抗が低いため抵抗スポット溶接が難しくなっています。また、鋼に比べて表面酸化被膜の電気抵抗は高いため、表面酸化被膜が溶融するまでの間は電気抵抗が高く、表面酸化被膜が溶融すると電気抵抗が低くなるという、電気抵抗が溶接中に急激に変化するのもアルミニウム合金の溶接を難しくしている原因の一つです。このため、アルミニウム合金を溶接する際は、溶融が始まる前の表面状態や接触状態によって大きく溶接性が変わります。アルミニウム合金の抵抗スポット溶接について説明するため、当社で実施した自動車ボディへの適用を想定したアルミニウム合金(A6022相当-T4、板厚2.0mm)の2枚重ねの試験事例を紹介します。図6にウエルドロブの作成結果を示します。3項の鋼の溶接と同じ加圧力・通電時間に設定した場合、A級のナゲット径を得るために必要な電流は、鋼の4倍以上に増加しています。アルミニウム合金の溶接の場合、電気抵抗の高い表面酸化被膜に大電流を流すため板表面などの微小な変化の影5.おわりに抵抗スポット溶接について、特長および接合事例を紹介しました。近年では、鋼とアルミニウム合金異材スポット溶接や接着剤を組合せたウェルドボンドの需要も増えてきています。当社では、抵抗スポット溶接継手の試作、評価試験を行い、お客様の課題解決に向けた提案をさせていただきます。最後に、本稿が抵抗スポット溶接について皆様の一助となれば幸いです。ご相談がございましたら、お気軽にコベルコ溶接テクノまでご連絡ください。<参考文献>1)馬場信著:新版溶接・接合技術入門、産報出版2)コベルコ溶接テクノ㈱HP(https://www.kobelco-kwts.co.jp/)コベルコ溶接テクノ㈱ソリューション技術部技術開発室秦野雅夫2023Summer26
 | <
| <  |
|  > |
> |  >>
>>