>> P.57
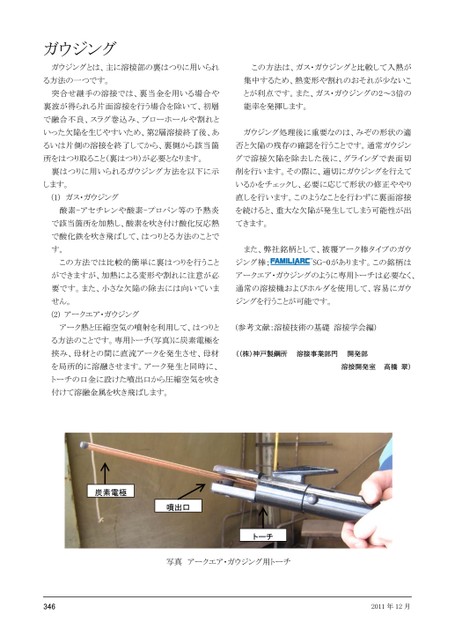
ガウジングガウジングとは、主に溶接部の裏はつりに用いられこの方法は、ガス・ガウジングと比較して入熱がる方法の一つです。集中するため、熱変形や割れのおそれが少ないこ突合せ継手の溶接では、裏当金を用いる場合やとが利点です。また、ガス・ガウジングの2~3倍の裏波が得られる片面溶接を行う場合を除いて、初層能率を発揮します。で融合不良、スラグ巻込み、ブローホールや割れといった欠陥を生じやすいため、第2層溶接終了後、あガウジング処理後に重要なのは、みぞの形状の適るいは片側の溶接を終了してから、裏側から該当箇否と欠陥の残存の確認を行うことです。通常ガウジン所をはつり取ること(裏はつり)が必要となります。グで溶接欠陥を除去した後に、グラインダで表面切裏はつりに用いられるガウジング方法を以下に示削を行います。その際に、適切にガウジングを行えてします。(1)ガス・ガウジングいるかをチェックし、必要に応じて形状の修正ややり直しを行います。このようなことを行わずに裏面溶接酸素-アセチレンや酸素-プロパン等の予熱炎を続けると、重大な欠陥が発生してしまう可能性が出で該当箇所を加熱し、酸素を吹き付け酸化反応熱てきます。で酸化鉄を吹き飛ばして、はつりとる方法のことです。また、弊社銘柄として、被覆アーク棒タイプのガウこの方法では比較的簡単に裏はつりを行うことジング棒;SG-0があります。この銘柄はができますが、加熱による変形や割れに注意が必アークエア・ガウジングのように専用トーチは必要なく、要です。また、小さな欠陥の除去には向いていま通常の溶接機およびホルダを使用して、容易にガウせん。ジングを行うことが可能です。(2)アークエア・ガウジングアーク熱と圧縮空気の噴射を利用して、はつりと(参考文献:溶接技術の基礎溶接学会編)る方法のことです。専用トーチ(写真)に炭素電極を挟み、母材との間に直流アークを発生させ、母材((株)神戸製鋼所溶接事業部門開発部を局所的に溶融させます。アーク発生と同時に、トーチの口金に設けた噴出口から圧縮空気を吹き付けて溶融金属を吹き飛ばします。溶接開発室高橋翠)炭素電極噴出口トーチ写真アークエア・ガウジング用トーチ2011年12月463
 | <
| <  |
|  > |
> |  >>
>>