>> P.70
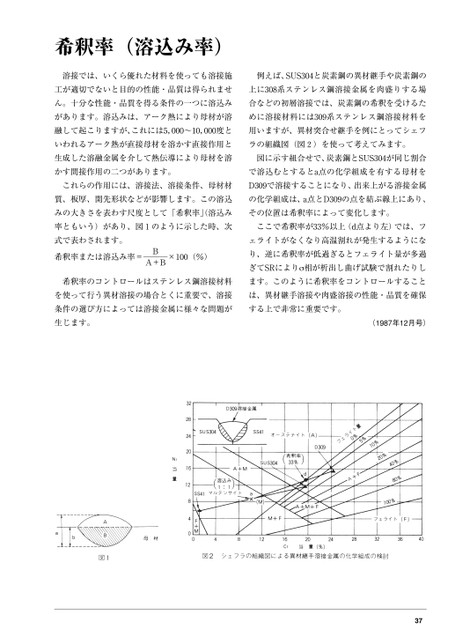
希釈率(溶込み率)溶接では、いくら優れた材料を使っても溶接施例えば、SUS304と炭素鋼の異材継手や炭素鋼の工が適切でないと目的の性能・品質は得られませ上に308系ステンレス鋼溶接金属を肉盛りする場ん。十分な性能・品質を得る条件の一つに溶込み合などの初層溶接では、炭素鋼の希釈を受けるたがあります。溶込みは、アーク熱により母材が溶めに溶接材料には309系ステンレス鋼溶接材料を融して起こりますが、これには5,000〜10,000度と用いますが、異材突合せ継手を例にとってシェフいわれるアーク熱が直接母材を溶かす直接作用とラの組織図(図2)を使って考えてみます。生成した溶融金属を介して熱伝導により母材を溶図に示す組合せで、炭素鋼とSUS304が同じ割合かす間接作用の二つがあります。で溶込むとするとa点の化学組成を有する母材をこれらの作用には、溶接法、溶接条件、母材材D309で溶接することになり、出来上がる溶接金属質、板厚、開先形状などが影響します。この溶込の化学組成は、a点とD309の点を結ぶ線上にあり、みの大きさを表わす尺度として「希釈率」溶込みその位置は希釈率によって変化します。率ともいう)があり、図1のように示した時、次ここで希釈率が33%以上(d点より左)では、フ式で表わされます。希釈率または溶込み率=B───A+B×100(%)ェライトがなくなり高温割れが発生するようになり、逆に希釈率が低過ぎるとフェライト量が多過ぎてSRによりσ相が析出し曲げ試験で割れたりし希釈率のコントロールはステンレス鋼溶接材料ます。このように希釈率をコントロールすることを使って行う異材溶接の場合とくに重要で、溶接は、異材継手溶接や肉盛溶接の性能・品質を確保条件の選び方によっては溶接金属に様々な問題がする上で非常に重要です。生じます。(1987年12月号)37
 | <
| <  |
|  > |
> |  >>
>>