>> P.82
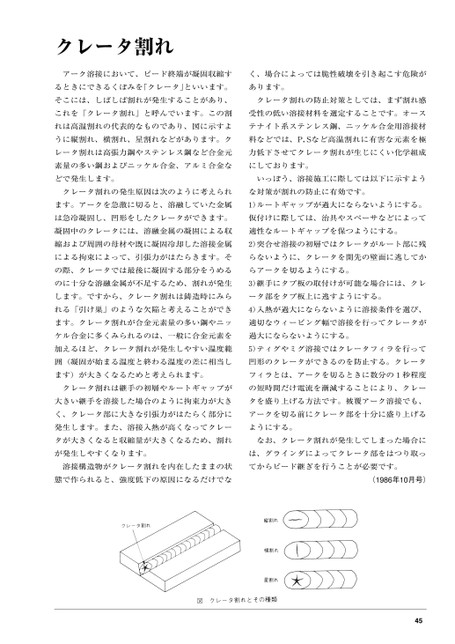
クレータ割れアーク溶接において、ビード終端が凝固収縮すく、場合によっては脆性破壊を引き起こす危険がるときにできるくぼみを「クレータ」といいます。あります。そこには、しばしば割れが発生することがあり、クレータ割れの防止対策としては、まず割れ感これを「クレータ割れ」と呼んでいます。この割受性の低い溶接材料を選定することです。オースれは高温割れの代表的なものであり、図に示すよテナイト系ステンレス鋼、ニッケル合金用溶接材うに縦割れ、横割れ、星割れなどがあります。ク料などでは、P,Sなど高温割れに有害な元素を極レータ割れは高張力鋼やステンレス鋼など合金元力低下させてクレータ割れが生じにくい化学組成素量の多い鋼およびニッケル合金、アルミ合金なにしております。どで発生します。いっぽう、溶接施工に際しては以下に示すようクレータ割れの発生原因は次のように考えられな対策が割れの防止に有効です。ます。アークを急激に切ると、溶融していた金属1)ルートギャップが過大にならないようにする。は急冷凝固し、凹形をしたクレータができます。仮付けに際しては、治具やスペーサなどによって凝固中のクレータには、溶融金属の凝固による収適性なルートギャップを保つようにする。縮および周囲の母材や既に凝固冷却した溶接金属2)突合せ溶接の初層ではクレータがルート部に残による拘束によって、引張力がはたらきます。そらないように、クレータを開先の壁面に逃してかの際、クレータでは最後に凝固する部分をうめるらアークを切るようにする。のに十分な溶融金属が不足するため、割れが発生3)継手にタブ板の取付けが可能な場合には、クレします。ですから、クレータ割れは鋳造時にみらータ部をタブ板上に逃すようにする。れる「引け巣」のような欠陥と考えることができ4)入熱が過大にならないように溶接条件を選び、ます。クレータ割れが合金元素量の多い鋼やニッ適切なウィービング幅で溶接を行ってクレータがケル合金に多くみられるのは、一般に合金元素を過大にならないようにする。加えるほど、クレータ割れが発生しやすい温度範5)ティグやミグ溶接ではクレータフィラを行って囲(凝固が始まる温度と終わる温度の差に相当し凹形のクレータができるのを防止する。クレータます)が大きくなるためと考えられます。フィラとは、アークを切るときに数分の1秒程度クレータ割れは継手の初層やルートギャップがの短時間だけ電流を漸減することにより、クレー大きい継手を溶接した場合のように拘束力が大きタを盛り上げる方法です。被覆アーク溶接でも、く、クレータ部に大きな引張力がはたらく部分にアークを切る前にクレータ部を十分に盛り上げる発生します。また、溶接入熱が高くなってクレーようにする。タが大きくなると収縮量が大きくなるため、割れなお、クレータ割れが発生してしまった場合にが発生しやすくなります。は、グラインダによってクレータ部をはつり取っ溶接構造物がクレータ割れを内在したままの状てからビード継ぎを行うことが必要です。態で作られると、強度低下の原因になるだけでな(1986年10月号)45
 | <
| <  |
|  > |
> |  >>
>>