>> P.223
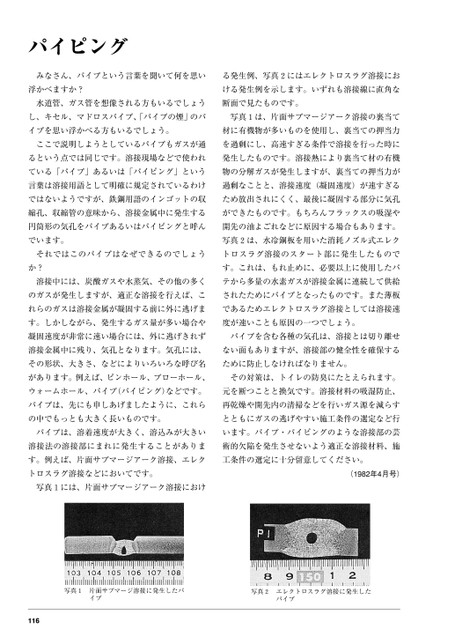
パイピングみなさん、パイプという言葉を聞いて何を思いる発生例、写真2にはエレクトロスラグ溶接にお浮かべますか?ける発生例を示します。いずれも溶接線に直角な水道管、ガス管を想像される方もいるでしょう断面で見たものです。し、キセル、マドロスパイプ、「パイプの煙」のパ写真1は、片面サブマージアーク溶接の裏当てイプを思い浮かべる方もいるでしょう。材に有機物が多いものを使用し、裏当ての押当力ここで説明しようとしているパイプもガスが通を過剰にし、高速すぎる条件で溶接を行った時にるという点では同じです。溶接現場などで使われ発生したものです。溶接熱により裏当て材の有機ている「パイプ」あるいは「パイピング」という物の分解ガスが発生しますが、裏当ての押当力が言葉は溶接用語として明確に規定されているわけ過剰なことと、溶接速度(凝固速度)が速すぎるではないようですが、鉄鋼用語のインゴットの収ため放出されにくく、最後に凝固する部分に気孔縮孔、収縮管の意味から、溶接金属中に発生するができたものです。もちろんフラックスの吸湿や円筒形の気孔をパイプあるいはパイピングと呼ん開先の油よごれなどに原因する場合もあります。でいます。写真2は、水冷銅板を用いた消耗ノズル式エレクそれではこのパイプはなぜできるのでしょうトロスラグ溶接のスタート部に発生したものでか?す。これは、もれ止めに、必要以上に使用したパ溶接中には、炭酸ガスや水蒸気、その他の多くテから多量の水素ガスが溶接金属に連続して供給のガスが発生しますが、適正な溶接を行えば、こされたためにパイプとなったものです。また薄板れらのガスは溶接金属が凝固する前に外に逃げまであるためエレクトロスラグ溶接としては溶接速す。しかしながら、発生するガス量が多い場合や度が速いことも原因の一つでしょう。凝固速度が非常に速い場合には、外に逃げきれずパイプを含む各種の気孔は、溶接とは切り離せ溶接金属中に残り、気孔となります。気孔には、ない面もありますが、溶接部の健全性を確保するその形状、大きさ、などによりいろいろな呼び名ために防止しなければなりません。があります。例えば、ピンホール、ブローホール、その対策は、トイレの防臭にたとえられます。ウォームホール、パイプ(パイピング)などです。元を断つことと換気です。溶接材料の吸湿防止、パイプは、先にも申しあげましたように、これら再乾燥や開先内の清掃などを行いガス源を減らすの中でもっとも大きく長いものです。とともにガスの逃げやすい施工条件の選定など行パイプは、溶着速度が大きく、溶込みが大きいいます。パイプ・パイピングのような溶接部の芸溶接法の溶接部にまれに発生することがありま術的欠陥を発生させないよう適正な溶接材料、施す。例えば、片面サブマージアーク溶接、エレク工条件の選定に十分留意してください。トロスラグ溶接などにおいてです。写真1には、片面サブマージアーク溶接におけ(1982年4月号)写真1片面サブマージ溶接に発生したパイプ写真2エレクトロスラグ溶接に発生したパイプ116
 | <
| <  |
|  > |
> |  >>
>>