>> P.284
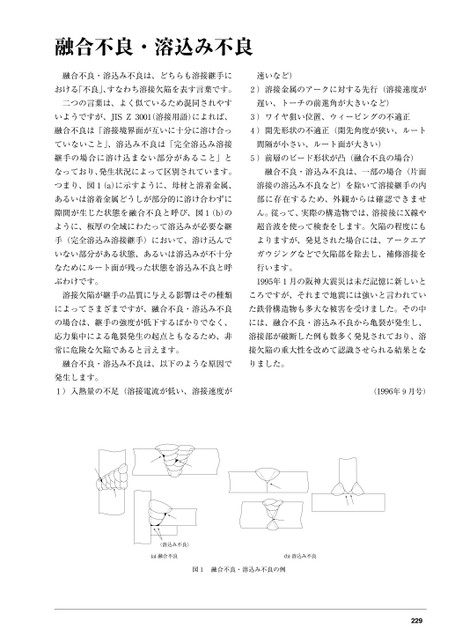
融合不良・溶込み不良融合不良・溶込み不良は、どちらも溶接継手に速いなど)おける「不良」、すなわち溶接欠陥を表す言葉です。2)溶接金属のアークに対する先行(溶接速度が二つの言葉は、よく似ているため混同されやす遅い、トーチの前進角が大きいなど)いようですが、JISZ3001溶接用語)によれば、3)ワイヤ狙い位置、ウィービングの不適正融合不良は「溶接境界面が互いに十分に溶け合っ4)開先形状の不適正(開先角度が狭い、ルートていないこと」、溶込み不良は「完全溶込み溶接間隔が小さい、ルート面が大きい)継手の場合に溶け込まない部分があること」と5)前層のビード形状が凸(融合不良の場合)なっており、発生状況によって区別されています。融合不良・溶込み不良は、一部の場合(片面つまり、図1(a)に示すように、母材と溶着金属、溶接の溶込み不良など)を除いて溶接継手の内あるいは溶着金属どうしが部分的に溶け合わずに部に存在するため、外観からは確認できませ隙間が生じた状態を融合不良と呼び、図1(b)のん。従って、実際の構造物では、溶接後にX線やように、板厚の全域にわたって溶込みが必要な継超音波を使って検査をします。欠陥の程度にも手(完全溶込み溶接継手)において、溶け込んでよりますが、発見された場合には、アークエアいない部分がある状態、あるいは溶込みが不十分ガウジングなどで欠陥部を除去し、補修溶接をなためにルート面が残った状態を溶込み不良と呼行います。ぶわけです。1995年1月の阪神大震災は未だ記憶に新しいと溶接欠陥が継手の品質に与える影響はその種類ころですが、それまで地震には強いと言われていによってさまざまですが、融合不良・溶込み不良た鉄骨構造物も多大な被害を受けました。その中の場合は、継手の強度が低下するばかりでなく、には、融合不良・溶込み不良から亀裂が発生し、応力集中による亀裂発生の起点ともなるため、非溶接部が破断した例も数多く発見されており、溶常に危険な欠陥であると言えます。接欠陥の重大性を改めて認識させられる結果とな融合不良・溶込み不良は、以下のような原因でりました。発生します。1)入熱量の不足(溶接電流が低い、溶接速度が(1996年9月号)(溶込み不良)(a)融合不良(b)溶込み不良図1融合不良・溶込み不良の例229
 | <
| <  |
|  > |
> |  >>
>>