 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。【新型コントローラ】 CBコントローラの紹介
1. はじめに
当社はこれまで、建築鉄骨、橋梁、建設機械、鉄道車両、造船などの中厚板分野において、高品質な溶接を提供してまいりました。中厚板溶接では、長時間にわたり複数回溶接を繰り返す多層盛溶接が行われ、当社の強みである溶接対象物の溶接熱ひずみ変形に追従するアークセンサ技術や制振制御技術などを駆使した溶接システムを販売してきました。
しかし、昨今溶接自動化ニーズがますます高度化し、2005年に発売したCAコントローラでは、ハードウェアの制約等により、新しい機能を追加することが困難な状況にありました。そこで、これらニーズに応えられる新型コントローラ(CBコントローラ)を「世界中、ちゃんと溶接できるまで」というコンセプトのもと開発し、2016年4月13日から販売を開始しました(図1)。

2016年4月13日~16日の4日間、インテックス大阪にて開催された「2016国際ウエルディングショー」にて初めてお客様にお披露目となりました(図2)。
今回開発したCBコントローラでは、主な特徴として以下の3つがあります。
(1)高性能化
(2)高機能化
(3)簡単化
本稿では、この3つの特徴について説明します。

2. CBコントローラの3つの特徴
2.1 高性能化
CAコントローラから大幅にハードウェアの性能向上を実現しました。
2.1.1 CPU性能向上
CBコントローラでは、CPU性能を従来比の最大4倍以上に向上させました。
また、単にCPU性能を上げただけではなく、内部アーキテクチャも一新し、ユーザインターフェイス部およびリアルタイム制御部を最適なかたちで分離しました。そのため、CPUが性能向上した以上の効果を実現できています。
2.1.2 通信方式にEtherCATを採用
ロボットの高性能化には、CPU性能の他、マニピュレータ、溶接電源および周辺装置との高速通信および高精度な同期がかかせません。今回のCBコントローラでは、この2つを実現できる「EtherCAT(イーサキャット)」を採用しました。
CPU性能向上、内部アーキテクチャの最適化および「EtherCAT」の採用により、制御性能が従来比の3倍以上、同期性能は従来比の10倍に向上しました。これにより、従来機から評価頂いていたアークセンサ技術の更なる向上が実現可能となります。
【EtherCATとは】
- EtherCAT(Ethernet for Control Automation Technology)は、ETG(EtherCAT Technology Groop)が推進する産業用イーサネット規格
- 通信速度は、100Mbpsであり、リアルタイム制御・高速データ収集向け
- ノード間が1μs以下で同期
- 自由度の高いケーブル配線が可能
- 世界的に急速に普及中
- トヨタ自動車様が世界各地の新工場にてEtherCATの採用を決定(ハノーファーメッセ2016より)
2.1.3 新制御技術の開発
溶接する前にマニピュレータ先端の溶接ワイヤを溶接対象物に接触させ、その時の電圧変化で溶接対象物のズレを検出するタッチセンシング機能というものがあります。この機能は、溶接対象物と接触した瞬間に急停止させる必要がありますが、その際、マニピュレータに振動が生じることがあり、位置検出誤差の原因となっています。この誤差を防ぐためには、振動が治まるのを待ってからズレを検出すれば良いのですが、この場合、タクトタイムが増加してしまいます。そこでCBコントローラでは、高度なモデルベース制御技術を開発したことにより、これらを改善できます(図3、図4)。
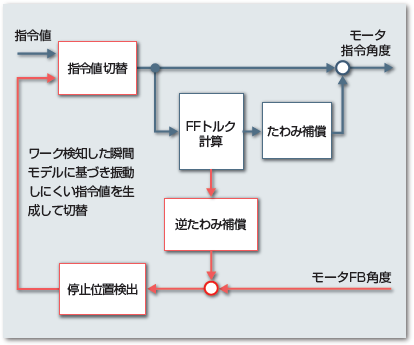
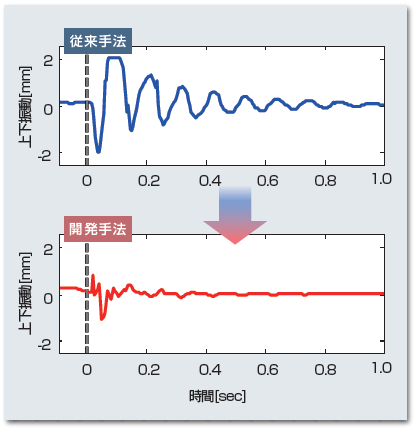
この技術により、タッチセンシング時間を従来比の20%削減を実現できます。結果、タクトタイムを短縮し、お客様の生産性向上に寄与します。
2.2 高機能化
ハードウェアの性能向上に伴い、多くの新機能を提供可能となりました。ここでは、新たに追加した機能の一部を紹介します。
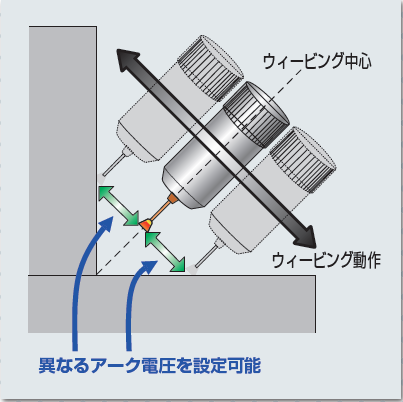
2.2.1 高能率水平すみ肉溶接法
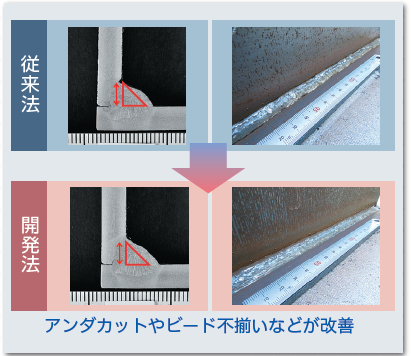
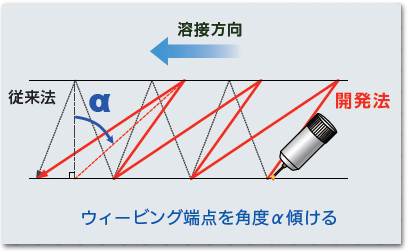
斜め振りウィービング機能の搭載と立板、下板それぞれの電圧設定を可能にすることにより、450Aの高電流域において、アンダカット、オーバラップのない高品質かつ、脚長6mm、70cm/分の高速シングル水平すみ肉溶接を実現しました(図5、図6、図7)。
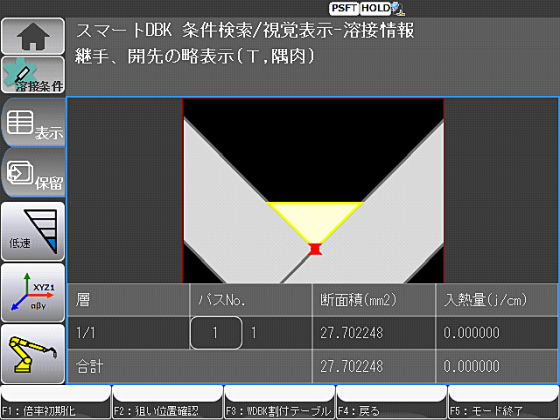
2.2.2 溶接自動条件の機能向上
実溶接に裏付けられた溶接条件・積層パターンを350件以上搭載します。溶接初心者の方でも簡単に最適な条件を選択でき、溶接することができます(図8)
2.2.3 生産の見える化を支援
溶接システムの稼働中に何らかの問題が発生した場合、問題発生前後の正確で客観的な情報の入手が早期解決の鍵となります。この情報を取得する手段としてロボット動作ログおよび溶接結果ログを記録できます。この機能は、従来機でもありましたが、CBコントローラでは、メモリ容量増加に伴い、約20倍のログを保存できることで、より多くの情報を取得できるようにしています。これにより、問題の早期解決を実現します。
さらに、当社生産支援PCソフト(AP-SUPPORT)と連携して稼働データおよびエラー発生状態を可視化することで、チョコ停(作業者が簡単に復帰させることができる故障)防止・生産性改善を強力にサポート。製造業の情報化・見える化推進に貢献します。
他には、教示プログラム数およびデータバンク(溶接条件ファイル)数の大幅増加等もあります。これにより、教示プログラムの細分化、最適な溶接条件の保存が可能となり、適用可能な溶接対象物が増加しました。結果、更なる多品種少量生産に適応可能となりました。
2.3 簡単化
CAコントローラからご愛好頂いているお客様のため、従来機の操作性・高速応答性はそのままに開発しました。加えて、CBコントローラから初めてご使用頂けるお客様にとっても簡単で分かりやすいを追求し、開発を行いました。
2.3.1 教示ペンダント
①軽量化の実現
業界最軽量クラス(1kg未満)の本体に加え、人間工学を考慮した設計により持ちやすい教示ペンダントを実現しました。結果、長時間にわたる教示作業でも作業者の負担を最大限に軽減することが可能になります。
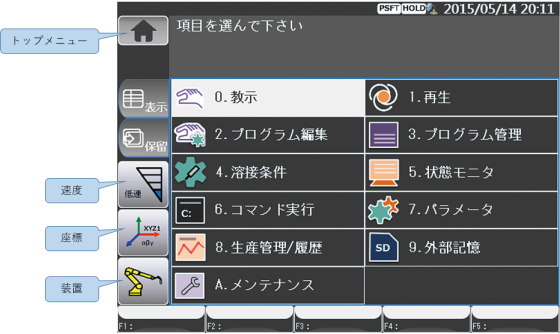
②直感的な操作・表示
アイコン&タッチパネルによる直感的な入力と、命令を機能別に色分けしたことにより、初心者にも優しい操作環境を実現しました(図9、図10)。

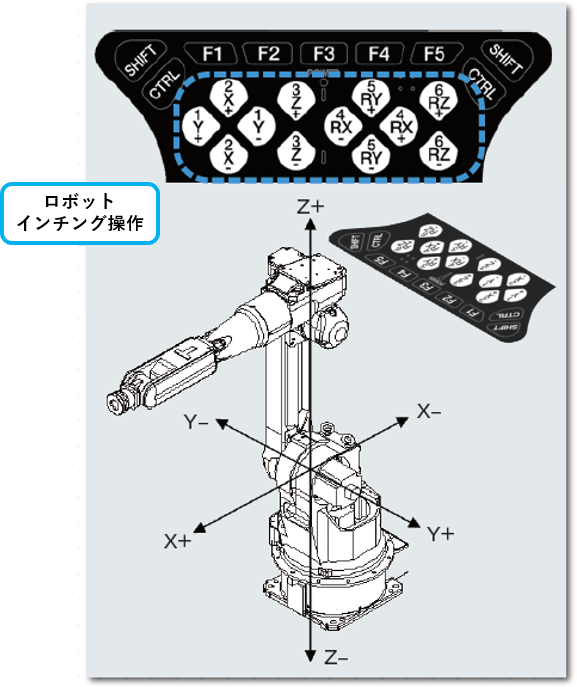
また、キー配置を十字にし、ロボットの動作方向と一致させることでロボットインチング時の操作性をアップさせました。操作ミスの減少に効果を発揮します(図11)。
③片手操作の実現
教示プログラムの検証時に教示プログラムの前送りを行う検証用前送りスイッチを教示ペンダントの背面に配置しました。これにより、左手だけで教示プログラムの検証確認が可能となりました。そのため、空いた右手で遮光面を持つことも可能となります。また、オプションで右手用のイネーブルスイッチ付きの教示ペンダントも用意しています。こちらを用いれば、左手でも右手でも片手で教示プログラムの検証が可能となります。結果、長時間にわたる検証作業において、作業者への負担を大幅に軽減できます(図12)。

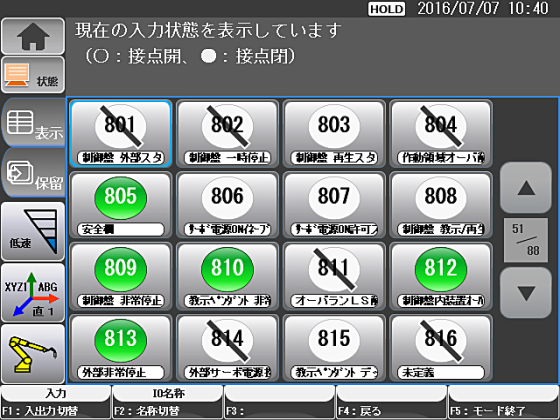
④入出力モニタ画面の改善
入出力モニタ画面を従来機から大幅に変更し、より見やすいデザインにしました。この変更により、教示ペンダントの表示のみで信号の状態を一目で見分けることを可能にしました(図13)。
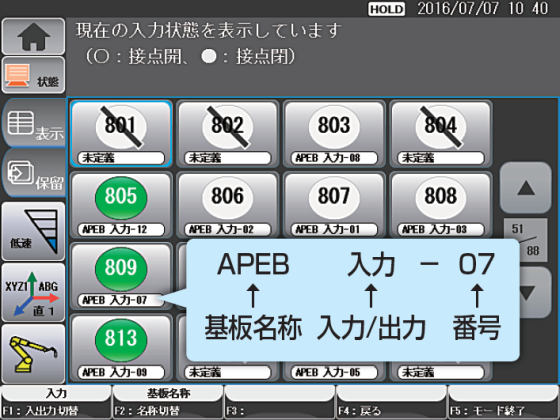
また、信号の意味と接続している場所を瞬時に切替えることも可能となります(図14)。これにより、例えばある入力信号に異常があった場合、どこに接続されている配線に問題があるのかを見つけることができます。
⑤簡単言語切替
教示ペンダント画面の表示は日本語、英語、中国語に対応しています(図15)。表示はタッチパネル上で即座に切り替えが可能です。

3. おわりに
本稿では、2016年の4月に発売を開始したCBコントローラの概要について説明しました。今回紹介した特徴の他にも安全、メンテナンス、システム構築の面でも従来機から大幅に改良・改善させています。
今後、これまで実現困難であったお客様の溶接自動化ニーズを実現するべく、多くの可能性に満ちたCBコントローラを最大限に活用した新機能を順次リリースする予定です。
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

