 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。最近のソリッドワイヤの進歩
1. はじめに
我が国において、今後アーク溶接作業に関わる技能者が不足するという状況の中、溶接現場ではロボットによる自動化や、溶接施工能率のさらなる向上、溶接品質の向上に対するニーズが高まっている。近年の溶接ロボットは、被溶接物の開先形状や溶接線の検知・倣い、電流電圧モニタリングによる溶接品質異常の検知、熟練技能者の運棒を模擬したウィービングパターン再現などの多様な機能を備えることで溶接品質を向上させている。また、軽量簡素化により設置時間短縮や運搬時の負担軽減を図った小型ロボットも急速に普及している。その一方で溶接ワイヤには、連続溶接を阻害しないようにアーク安定性、ワイヤ送給性を向上させることが求められている。当然、アーク安定性やワイヤ送給性といった要素はロボット溶接に限らず、半自動溶接においても重視される項目であり、これらを改善することは溶接技能者の負担を軽減することにもつながる。
そこで本稿では、これらのニーズに応えるべく改良を加えた、建築鉄骨分野向け550MPa級鋼用ガスシールドアーク溶接ソリッドワイヤ New FAMILIARC™ MG-56 ならびに、自動車分野向けワイヤ送給制御アーク溶接用に新規開発した、ソリッドワイヤ FAMILIARC™ MG-1T(F) の特長を紹介する。 ※FAMILIARC™は当社の登録商標です。
2. 550MPa級鋼用ガスシールドアーク溶接ソリッドワイヤ
2.1. New FAMILIARC™ MG-56の特長
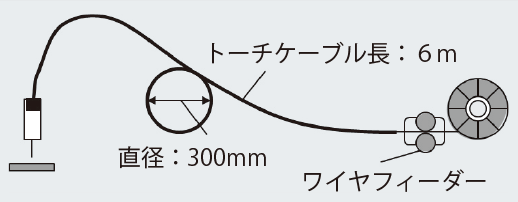
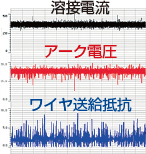
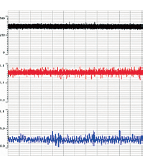
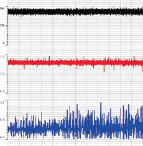
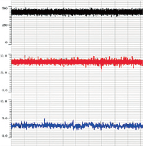
New FAMILIARC™ MG-56は、建築分野での半自動溶接に最適な550MPa級鋼用ソリッドワイヤであり、特殊な表面処理を施すことで従来ワイヤに比べてワイヤ送給性に優れるという特長を有する。表1にワイヤ化学組成の一例を示す。本ワイヤはJIS Z 3312 YGW18に該当する。次に、図1に示すワイヤ送給経路における、New FAMILIARC™ MG-56の溶接電流、アーク電圧、送給抵抗の時間変動を評価した結果を表2に示す。New FAMILIARC™ MG-56は従来品に比べていずれの時間変動も小さくなっていることが解る。これは、アークやワイヤ送給が安定し、トーチ振動が小さいことを示しており、スパッタ発生量の低減にもつながる。
| ワイヤ | C | Si | Mn | P | S | Cu※ | Ti | Mo |
|---|---|---|---|---|---|---|---|---|
| New [F] MG-56 | 0.03 | 0.80 | 1.85 | 0.011 | 0.009 | 0.24 | 0.20 | 0.15 |
| JIS Z 3312 YGW18 | -0.15 | 0.55-1.10 | 1.40-2.60 | -0.030 | -0.030 | -0.50 | -0.30 | -0.40 |
| 溶接条件 | 従来ワイヤ | New [F] MG-56 |
|---|---|---|
| 1.2mmΦ 360A-38V |
 |
 |
| 1.4mmΦ 420A-40V |
 |
5sec |
溶接法:定電圧CO2
シールドガス:100%CO2
突出し長さ:25mm
溶接速度:30cm/min
2.2. New FAMILIARC™ MG-56のその他諸性能
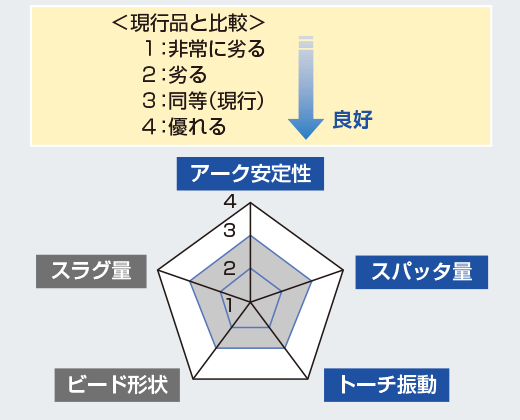
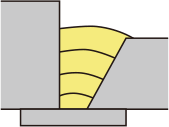
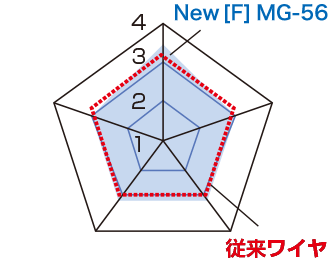
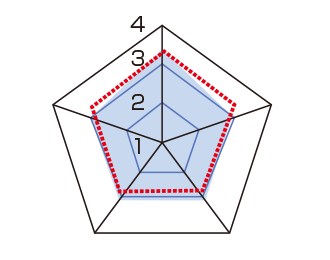
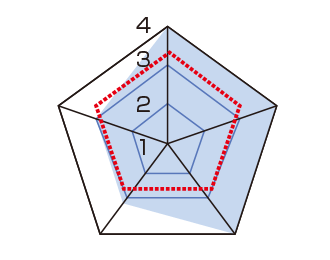
続いて、建築鉄骨での実施工を模擬した開先・溶接姿勢にて、半自動溶接による溶接作業性の官能評価を図2の評価基準に基づいて実施した結果を表3に示す。New FAMILIARC™ MG-56はアーク安定性、スパッタ発生量およびトーチ振動の観点で従来品より優れる結果であり、高電流になる程その差違が顕著となることが解る。溶接施工能率のさらなる向上が求められる中、溶接技能者への負担は増加している。本結果は長時間溶接時の疲労感の軽減が期待できる。なお、本ワイヤの全溶着金属の機械的性質及び化学成分は表4、表5に示す通りである。
| 低電流[横向] | 中電流[下向] | 高電流[下向] | |
|---|---|---|---|
| 積層 要領 |
 260A-31V
260A-31V11kJ/cm 5層-13パス |
 330A-35V
330A-35V22kJ/cm 6層-7パス |
 400A-41V 400A-41V33kJ/cm 4層-4パス |
| 評価 結果 |
 |
 |
 |
| ワイヤ | 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び(%) | 吸収エネルギー(0℃,J) |
|---|---|---|---|---|
| New [F] MG-56 |
530 | 610 | 25 | 180 |
| JIS Z 3312 YGW18 |
≧460 | 550-740 | ≧17 | ≧70 |
| C | Si | Mn | P | S | Ti+Zr | Mo |
|---|---|---|---|---|---|---|
| 0.05 | 0.58 | 1.52 | 0.010 | 0.005 | 0.05 | 0.14 |
3. ワイヤ送給制御アーク溶接用
ソリッドワイヤ FAMILIARC™ MG-1T(F)
3.1. ワイヤ送給制御アーク溶接の概念
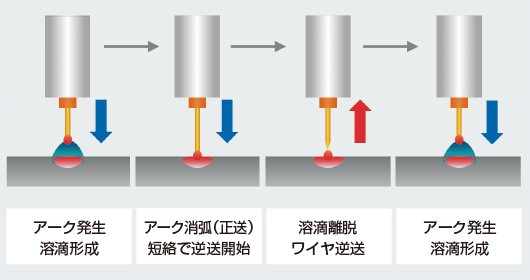
近年、主に自動車分野における薄鋼板の溶接を対象として、ワイヤ送給制御方式の溶接法が注目されている。ワイヤ送給制御方式とは、図3に示すように溶接ワイヤの正送・逆送を交互に切替えながら溶接する方式である。より詳細に述べると、送給制御方式はアーク発生時に溶滴を形成したのち、電流を低下させながら溶融池に溶滴を接触させ、溶滴を溶融池に馴染ませる。この際、電流を増加させるとともに逆送を開始し、電磁ピンチ力によって溶滴の切り離しを促進している。その後、溶滴離脱時にアークが発生しないように一度電流を低下させてから、再びアークを発生させるというサイクルを繰り返す。本手法の特長は、電気的・機械的制御の併用により、溶落ちが課題となる薄鋼板向けに入熱を低減できる点であるが、近年、高電流でのグロビュール移行域でも通常の定電圧溶接法に比べてスパッタを大幅低減できる技術が確立されてきた。その結果、ワイヤの正・逆送給はさらに高速化しており、コンタクトチップ(以下チップと表記)の摩耗量が大幅に増加している。チップの摩耗は通電不安定による溶接品質の異常を招く。そのため、チップ交換の頻度が増加し、施工能率が低下するという課題がある。
3.2. FAMILIARC™ MG-1T(F)の特長
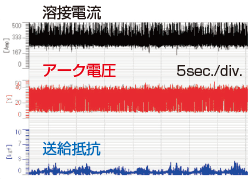
FAMILIARC™ MG-1T(F)は、特殊な表面処理を施すことでチップとの物理的な摩擦抵抗の軽減と給電安定性の向上により、チップ摩耗量を低減している。図4に送給制御方式で1時間の連続溶接を行った後のチップ摩耗量について、従来ワイヤとFAMILIARC™ MG-1T(F)の比較を行った結果を示す。FAMILIARC™ MG-1T(F)のチップ摩耗量は従来材の半分程度に減少していることが解る。また、本処理によってチップ摩耗量の低減だけでなく、ワイヤ送給性とアーク安定性も向上する。図1に示すワイヤ送給経路にて溶接した際の溶接電流、アーク電圧およびワイヤ送給抵抗の変化挙動の比較結果を表6に示す。ワイヤ送給抵抗の変動が抑制されていることが解る。
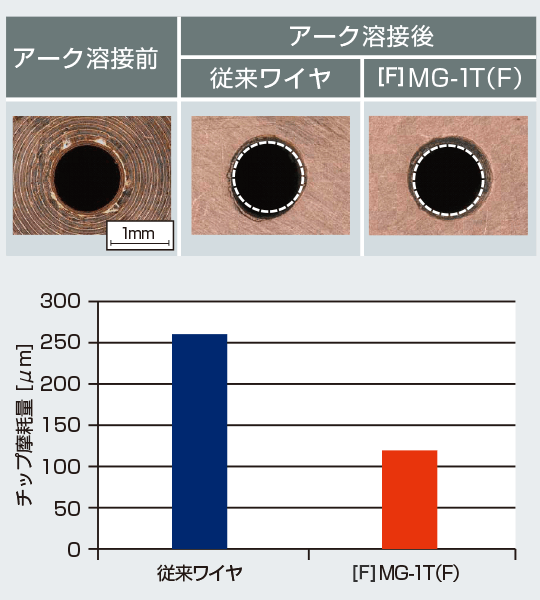
※1hr連続溶接,100%CO2,200A-25V
| 従来ワイヤ | [F] MG-1T(F) |
|---|---|
 |
![[F]MG-1T(F)](images/rep-16.png) |
3.3. FAMILIARC™ MG-1T(F)のその他諸性能
表7にFAMILIARC™ MG-1T(F)のワイヤ化学成分の一例を示す。JIS Z 3312 YGW12に該当する。JISに準拠し溶接継手を作製し、各種性能を評価した。全溶着金属の機械的性質と化学成分は表8、表9に示す通りである。
| C | Si | Mn | P | S | Cu※ | |
|---|---|---|---|---|---|---|
| [F] MG-1T(F) | 0.05 | 0.89 | 1.40 | 0.006 | 0.015 | 0.24 |
| JIS Z 3312 YGW12 |
0.02 -0.15 |
0.55 -1.00 |
1.25 -2.00 |
≦0.030 | ≦0.030 | ≦0.50 |
| ワイヤ | 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び(%) | 吸収エネルギー(0℃,J) |
|---|---|---|---|---|
| [F] MG-1T(F) | 420 | 530 | 29 | 110 |
| JIS Z 3312 YGW12 |
≧390 | 490-670 | ≧18 | ≧27 |
| C | Si | Mn | P | S | Cu |
|---|---|---|---|---|---|
| 0.06 | 0.60 | 1.00 | 0.012 | 0.013 | 0.24 |
4.おわりに
溶接ワイヤの表面状態によってアーク安定性や送給安定性、連続溶接時のチップ摩耗量は大きな影響を受ける。本稿では、当社の特殊なワイヤ表面処理技術によりそれらを改善した溶接材料を紹介した。今後、施工能率の向上や、さらなる溶接作業性の向上、溶接継手性能の向上といった高品質化に対するニーズがますます高まっている中で、これらの溶接材料がその一助となれば幸いと考える。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→ [F] |