 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。WES8101 すみ肉溶接技能者の
資格認証基準について
1. はじめに
鉄骨業界関連の方々はすでにご存知の方もいらっしゃるかと思いますが、AW検定試験A種すみ肉溶接の免除規定が改定されるとの発表がありました。改定の詳細内容についてはAW検定協議会のホームページでご確認いただきたいと思いますが、概要としてはこれまで被覆アーク溶接のJIS検定立向と横向(A-2V・A-2HまたはA-3V・A-3H)の両方を取得していることがA種すみ肉溶接試験免除の条件でしたが、来年以降より「WES8101すみ肉溶接技能者の資格認証基準」の立向と横向を取得していることが条件となります。今回はこのWES8101のすみ肉溶接試験の概要説明と、試験内容、マグ溶接種目「SFil-F(下向)、SFil-V(立向上進)、SFil-H(水平すみ肉)」の溶接のポイントをご説明したいと思います。
2. WES8101の概要
まず、この資格の種類を表1に、受験資格を表2に示します。下向を基本級とし、その他の姿勢が専門級となっている点と、専門級を取得するには基本級を取得せねばならない(基本級の合格を前提とした同時受験は可)という点は他のJIS検定資格と同様です。ただし、受験資格は他のJIS検定種目の基本級(例:SA-2F)を取得となっておりますのでご注意ください。
| 溶接方法 | 資格の級別 | 資格の 種別記号 |
溶接姿勢 | 試験材料の 厚さ |
溶接継手の区分 |
|---|---|---|---|---|---|
| 被覆アーク溶接 | 基本級 | Fil-F | 下向 | 9mm | 板の重ね継手溶接 |
| 専門級 | Fil-V | 立向上進 | |||
| Fil-H | 水平すみ肉 | ||||
| Fil-O | 上向水平すみ肉 | ||||
| マグ溶接 | 基本級 | SFil-F | 下向 | 9mm | 板の重ね継手溶接 |
| 専門級 | SFil-V | 立向上進 | |||
| SFil-H | 水平すみ肉 | ||||
| SFil-O | 上向水平すみ肉 |
| 溶接方法 | 資格の級別 | 受験資格 |
|---|---|---|
| 被覆アーク溶接 | 基本級 | JIS Z 3801 およびWES 8201 に基づく次のいずれかの資格を有すること。 N-1F,A-2F,N-2F,A-3F,N-3F |
| 専門級 | 基本級Fil-F を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 | |
| マグ溶接 | 基本級 | JIS Z 3841 およびWES 8241 に基づく次のいずれかの資格を有すること。 SN-1F,SA-2F,SN-2F,SA-3F,SN-3F |
| 専門級 | 基本級SFil-F を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
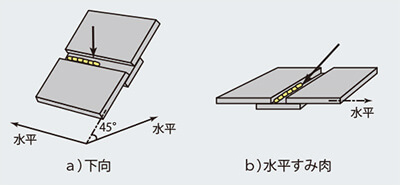
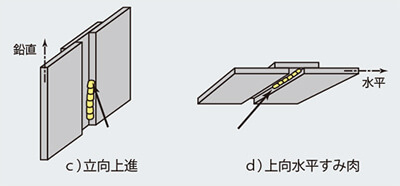
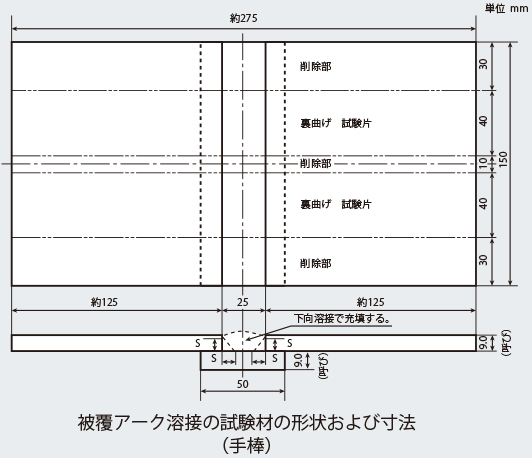
次に、それぞれの溶接姿勢を図1に、試験体の寸法を図2に示します。被覆アーク溶接とマグ溶接では試験体のサイズや曲げ試験片の採取位置も異なります。この試験では図2のとおり、9tの板を重ねてすみ肉溶接を2か所行います。その後外観判定を受け、クリアすれば充填溶接を行い、曲げ試験となります。曲げ試験で問題なければ晴れて合格となります。
3. 使用溶接材料
この試験では、全姿勢で使用可能なソリッドワイヤ「 [F] SE-50T 1.2mmφ」と立向上進が得意なフラックス入りワイヤ「 [F] DW-100V 1.2mmφ」を推奨します。詳細は後述しますが、それぞれ特長が異なりますので、姿勢ごとに使い分けされるのも良いかと思います。ワイヤ径については、試験規定上は特に制限がないですが、板厚と指定脚長範囲からすると1.2mmφが最適かと思われます。
4. 組立(タック)溶接
まず、前述(図2)のとおり寸法精度がとても重要ですので、罫書きなどを行い慎重に組立溶接を実施してください。組立時の溶接個所は特に規定はありませんが、本溶接の邪魔にならない箇所で、本溶接後も歪みや変更が少なく、寸法精度が維持される組立溶接でなければなりません。一例として、実際の手順を次に示します。
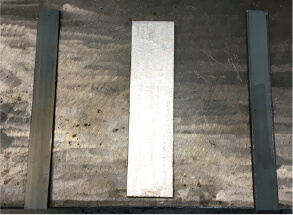
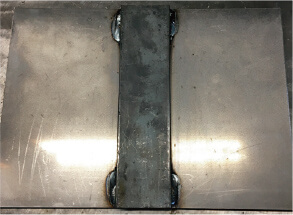
①中央に裏当て金(板厚9㎜)、左右に板厚6㎜の板を配置する。(写真1)
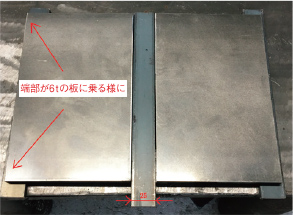
②裏当て金の中央に25㎜幅の板を置き、左右から挟むように試験板を置く。この際試験板の端部を板厚6㎜の板に載せるようにする。(写真2)
この状態で組立溶接するとちょうど良い逆歪み(2°程度)となる。
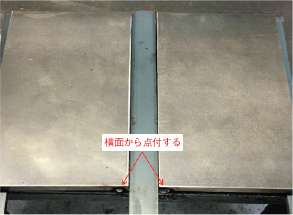
③寸法を確認しながら、横面から両端部を軽く点溶接する。(写真3)
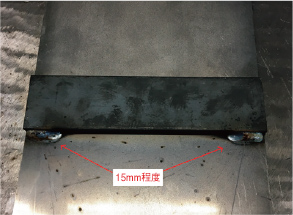
④さらに裏面から溶接する。裏側の溶接時は裏曲げ試験片の採取位置を避け、両端部4点に15㎜程度のショートビードで溶接する。(写真4、5)
5. 溶接上の注意
各姿勢の要点に入る前に、すべての姿勢に共通する溶接の注意事項についてご説明します。
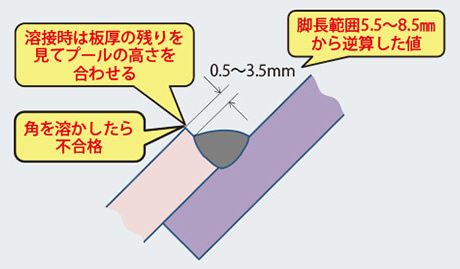
①ビードは1パスで脚長5.5㎜以上8.5㎜以下の範囲に納めなければなりません。これは両端15㎜を除いた溶接線全線で判定を受けます。また、判定範囲で板厚9mmの板の角を溶かした場合は不合格となりますのでご注意ください。溶接時は、ヘリ側の板を基準にプールの高さを合わせると脚長を狙い通りに仕上げやすいと思います。(図3)
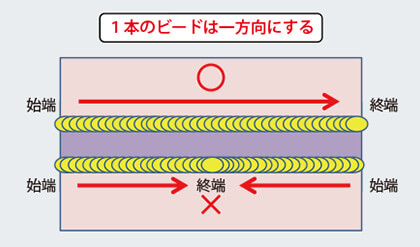
②1本のすみ肉ビードは端から端まで溶接し、一方が始端、もう一方が終端となっていなければいけません。両側の端部からスタートさせ、中央でビードを合わせるようなやり方はできません。(図4)
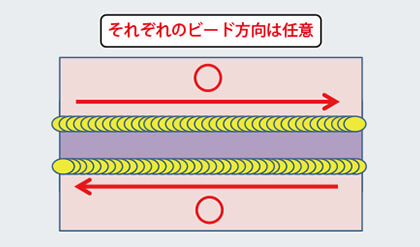
ただし、2本のビードの溶接方向は任意です。同一にする必要はありません。(図5)
③クレータ部の凹みが1㎜を超えると不合格になります。溶接電流より低いクレータ電流を設定し、確実に溶接金属を充填するか、終了時に溶接電流にて断続的にアークを発生させながら、クレータ処理を行ってください。
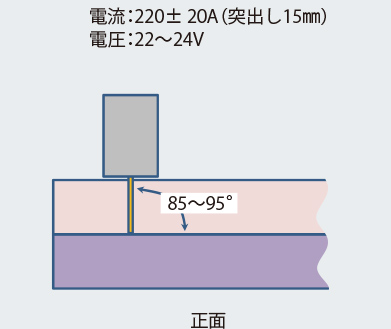
6. 下向溶接のポイント
溶接時の条件例とトーチ角度を図6に示します。進行方向のトーチ角度は基本的に垂直(90°)を基準とし、あまり倒さないように運棒します。こうすることで前進・後進に関わらず、安定した溶込みを得ることができます。前進法(ワイヤの先端が進行方向に向いた状態)で角度が付き過ぎると溶込みが浅くなり、裏曲げ試験で不合格になる確率が高くなりますのでご注意ください。[F] DW-100Vはソリッドワイヤに比べワイヤが速く溶けるので、前進法で行うとプールがアークより先行して溶込みがやや浅くなる傾向にあります。トーチ角度が前進角にならないよう、特にご注意ください。また、側面から見たトーチ角度も一方に傾け過ぎると指定脚長範囲を超えやすくなりますのでご注意ください。運棒についてはストレート運棒で問題ありませんが、溶込みと脚長を安定させるためには進行方向に前後させるウィービングも有効です。前へ動かす際にルート部を狙って溶込みを確保し、少し後ろに戻してプールの大きさ(ビード幅)を整えます。溶接速度はプールを見ながら調節します。実際に溶接している様子を動画1に示します。また、[F] SE-50T・[F] DW-100Vそれぞれのビード外観を写真6、7に示します。
![写真6 [F]SE-50T 下向](images/usr-15.jpg)
![写真7 [F]DW-100V 下向](images/usr-16.jpg)
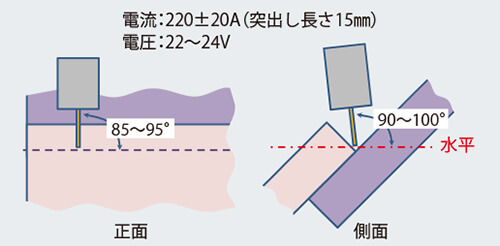
7. 立向上進溶接のポイント
溶接時の条件例とトーチ角度・ウィービングパターンを図7に示します。[F] SE-50Tの溶接では設定電流値が低いですが、立向上進は溶込みが出やすいので、狙い位置や運棒に問題がなければ十分ルートを溶かすことができます。電流値が低いので、突き出し長さはやや短く10 ~15mm程度で管理します。トーチ角度は5 ~10°程上向で、下向と同じく左右に傾かないようにご注意ください。立向上進は基本的にはウィービングをしなければ平らで綺麗なビード形状・外観になりません。ルートを確実に溶かしながら、アンダカットのないビードになりやすいデルタウィービングをお勧めします。図7にあるように、ルート部を頂点に三角形を描くようにウィービングします。その際、両端で0.3秒程度停止しアンダカットを防止しビード形状を整えてください。また、スタート時はビードが垂れやすいので、アークを断続的に発生させスタート端部に小さな土手を作ってから溶接を開始するとビード垂れが防止できます。実際の溶接時の様子を動画2に示します。
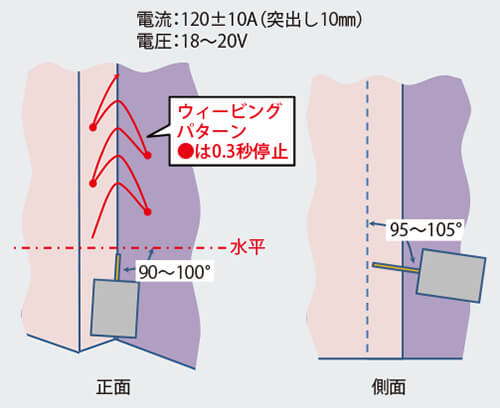
ソリッドワイヤで低電流のウィービングが上手くできないという方は、フラックス入りワイヤ[F] DW-100Vをお試しください。このワイヤを使用すれば、ウィービングせずに真っ直ぐ上進するだけで綺麗なビードを引くことができます。[F] DW-100V使用時の条件とトーチ角度を図8に示します。溶接条件を見てお分かりのとおり、ソリッドワイヤよりも高い電流値で溶接が可能ですので、溶込みも問題ありません。ストレート運棒でも十分合格できるビードにはなりますが、よりビード幅と形状を安定させるにはセミウィービングが有効です。実際の溶接の様子ですが、ストレート運棒を動画3に、セミウィービングを動画4に示します。また、[F] SE-50T・[F] DW-100Vそれぞれのビード外観を写真8、9に示します。
![図8 [F]DW-100Vの立向上進溶接の条件とトーチ角度](images/usr-14.jpg)
トーチ角度

[F]SE-50T 立向

[F]DW-100V 立向
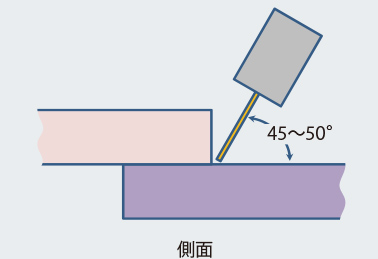
8. 水平すみ肉溶接のポイント
溶接時の条件例とトーチ角度を図9に示します。水平すみ肉時のポイントは下向時とほぼ同じですが、運棒・トーチ角度や狙い位置についてはよりシビアになります。下向時はトーチが少し傾いても、ある程度は重力によってビードが平坦になりますが、水平すみ肉はトーチ角度の調整ミスで不等脚になりやすく、指定脚長範囲から外れてしまうので十分注意してください。実際の溶接の様子を動画5に示します。また、[F] SE-50T・[F] DW-100Vそれぞれのビード外観を写真10、11に示します。
![写真10 [F]SE-50T 水平すみ肉](images/usr-20.jpg)
![写真11 [F]DW-100V 水平すみ肉](images/usr-21.jpg)
9. 充填溶接について
すみ肉溶接終了後、外観検査を受け合格となりましたら、充填溶接を行います。充填溶接とは、溶接した2本のすみ肉ビードの間を9mmの板厚分が完全に埋まるまで溶接することです。この際使用する溶接ワイヤは、試験を受けた物と同一の物を用いなければなりません。また充填溶接完了後、角変形が5°を超えると不合格になりますので、充填溶接時は治具で拘束するか、拘束板を取り付けるなどの対策を行い角変形を抑えてください。受験した溶接姿勢が立向・横向でも、充填溶接はすべて下向で行いますので、電流を280A程度に設定して溶接してください。充填溶接は裏曲げ試験に掛けるための溶接ですので、1層目を確実に溶かすことが重要です。すみ肉溶接が上手くできていても、充填溶接で溶込み不良になれば不合格になることもあります。1パス目の溶接時は、広くウィービングしながら確実にすみ肉ビードの際にアークを当て、十分に溶かす様溶接してください。2層目以降は1パスで盛り切れないようであれば、振り分けても問題ありません。3層程度溶接を行えば板厚分まで盛り切れると思います。
10. おわりに
今回はAW検定の免除規定変更に伴い需要が増えるであろう半自動の下向・立向・水平すみ肉についてお話ししました。AW検定の「工場溶接鋼製エンドタブA種試験」は、他の種目と比較して合格率が低いです。WES8101を取得すれば免除となりますが、試験の難易度は同じくらいです。ベテランであっても本番を迎える前に十分練習して備えることを強くお勧めします。
この記事が皆様のお仕事の一助になれば幸いです。
| ※文中の商標を下記のように短縮表記しております。 FAMILIARC™→[F] |

神鋼溶接サービス(株)
CS推進部 CSグループ
地村 健太郎