 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。エレクトロスラグ溶接法
エレクトロスラグ溶接法(以下ESW法)は、1951年にソ連(現ロシア)のパトン研究所で開発された立向自動溶接法です。日本では鉄骨のボックス柱製作において、ダイアフラムの立向溶接に多用されています。
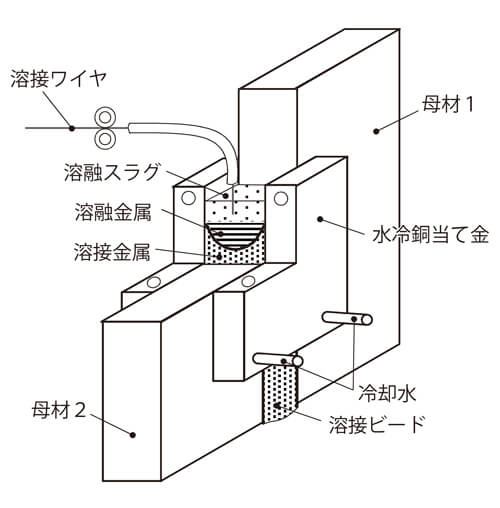
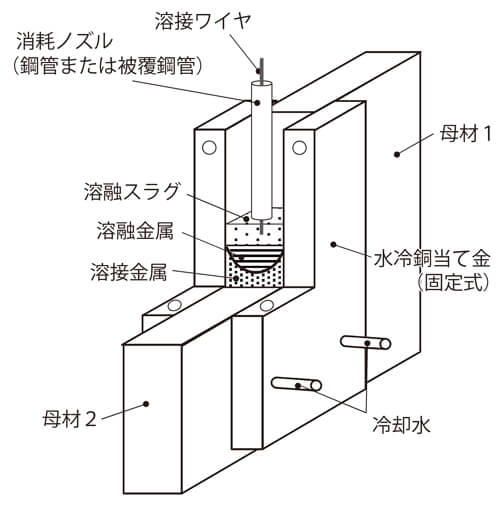
次に、ESW法の原理とその概要について説明します。ESW法はワイヤと母材との間に存在する溶融スラグの電気抵抗発熱を熱源とし、母材およびワイヤを溶融して溶接金属を形成します。同じ溶融溶接法のガスシールドアーク溶接法やサブマージアーク溶接法とは、それらが熱源としてアーク熱を利用している点で根本的に異なります。なお、ESW法は非消耗ノズル式(図1)と消耗ノズル式(図2)に大別されます。前者はノズルおよび水冷銅当て金が溶接の進行とともに上昇するよう制御されており、その上昇機構上、溶接長が制限されます。一方、後者は消耗ノズルが開先内に固定されており、そのノズル内に電極ワイヤを連続的に供給します。溶接の進行とともに消耗ノズルも溶融消耗するため、ノズルの上昇機構は不要ですが、溶接長は消耗ノズル長さが上限になります。
続いて、ESW法の特徴について説明します。ESW法は、その原理から一般的なアーク溶接法と比べて、様々な利点を持っています。まず第1に、広範囲の板厚を1パスで能率良く溶接でき、多パス溶接が必要となるアーク溶接法と比べて角変形が少なくなります。第2に、熱源としてアーク熱を利用しないため、スパッタの発生が少なく、シールドガスの供給も必要としないため、溶接作業性に優れています。第3に、開先精度に対する裕度が広く、ガス切断のままI 開先でも溶接可能なため、開先準備は簡易で済みます。一方、課題としては、溶接入熱が大きいため、溶接金属や熱影響部の結晶粒が粗大化する傾向にあり、高じん性が得られにくいことが挙げられます。
最後に、ESW法の今後の展望について、お話しします。現状、ESW法の適用は鉄骨ボックス柱製作などの特殊用途にとどまっており、ガスシールドアーク溶接法やサブマージアーク溶接法など汎用的な溶接法に比べれば、「珍しい溶接法」と言えるかもしれません。しかしながら、小型・軽量装置かつ長尺溶接を可能にする装置や低入熱化を可能にする新工法などの開発も進められており、今後、適用範囲の拡大が実現すれば、シールドガスを必要としない作業性に優れた立向自動溶接法として、さらに高能率かつ高品質な溶接技術へと発展していくことが期待されます。
上野誠,有安久(1968)「消耗ノズル式エレクトロスラグ溶接」森北出版株式会社pp.1-18