>> P.2
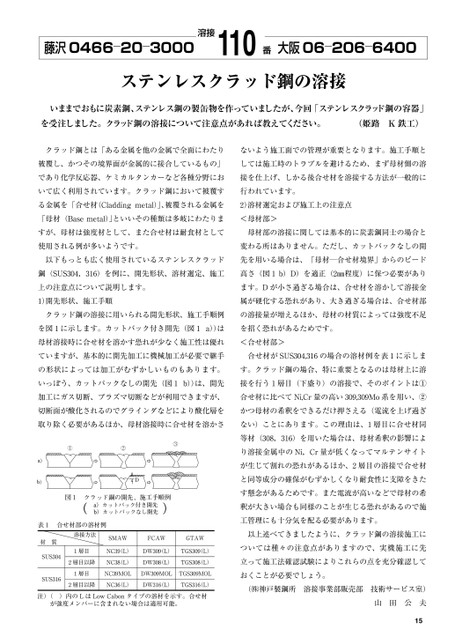
藤沢0466―20―3000溶接110番大阪06―206―6400ステンレスクラッド鋼の溶接いままでおもに炭素鋼、ステンレス鋼の製缶物を作っていましたが、今回「ステンレスクラッド鋼の容器」を受注しました。クラッド鋼の溶接について注意点があれば教えてください。(姫路K鉄工)クラッド鋼とは「ある金属を他の金属で全面にわたりないよう施工面での管理が重要となります。施工手順と被覆し、かつその境界面が金属的に接合しているもの」しては施工時のトラブルを避けるため、まず母材側の溶であり化学反応器、ケミカルタンカーなど各種分野にお接を仕上げ、しかる後合せ材を溶接する方法が一般的にいて広く利用されています。クラッド鋼において被覆す行われています。る金属を「合せ材(Claddingmetal)」、被覆される金属を2)溶材選定および施工上の注意点「母材(Basemetal)」といいその種類は多岐にわたりま<母材部>すが、母材は強度材として、また合せ材は耐食材として母材部の溶接に関しては基本的に炭素鋼同士の場合と使用される例が多いようです。変わる所はありません。ただし、カットバックなしの開以下もっとも広く使用されているステンレスクラッド先を用いる場合は、「母材―合せ材境界」からのビード鋼(SUS304,316)を例に、開先形状、溶材選定、施工高さ(図1b)D)を適正(2㎜程度)に保つ必要があり上の注意点について説明します。ます。Dが小さ過ぎる場合は、合せ材を溶かして溶接金1)開先形状、施工手順属が硬化する恐れがあり、大き過ぎる場合は、合せ材部クラッド鋼の溶接に用いられる開先形状、施工手順例の溶接量が増えるほか、母材の材質によっては強度不足を図1に示します。カットバック付き開先(図1a))はを招く恐れがあるためです。母材溶接時に合せ材を溶かす恐れが少なく施工性は優れ<合せ材部>ていますが、基本的に開先加工に機械加工が必要で継手合せ材がSUS304,316の場合の溶材例を表1に示しまの形状によっては加工がむずかしいものもあります。す。クラッド鋼の場合、特に重要となるのは母材上に溶いっぽう、カットバックなしの開先(図1b))は、開先接を行う1層目(下盛り)の溶接で、そのポイントは①加工にガス切断、プラズマ切断などが利用できますが、合せ材に比べてNi,Cr量の高い309,309Mo系を用い、②切断面が酸化されるのでグラインダなどにより酸化層をかつ母材の希釈をできるだけ押さえる(電流を上げ過ぎ取り除く必要があるほか、母材溶接時に合せ材を溶かさない)ことにあります。この理由は、1層目に合せ材同①②③等材(308,316)を用いた場合は、母材希釈の影響により溶接金属中のNi,Cr量が低くなってマルテンサイトが生じて割れの恐れがあるほか、2層目の溶接で合せ材Dと同等成分の確保がむずかしくなり耐食性に支障をきたa)b)図1クラッド鋼の開先、施工手順例()a)カットバック付き開先b)カットバックなし開先表1合せ材部の溶材例溶接方法SMAWFCAWGTAW1層目NC39L)DW309L)TGS309L)2層目以降NC38L)DW308L)TGS308L)立って施工法確認試験によりこれらの点を充分確認して材質SUS304SUS3161層目NC39MOLDW309MOLTGS309MOL2層目以降NC36L)DW316L)TGS316L)注)()内のLはLowCabonタイプの溶材を示す。合せ材が強度メンバーに含まれない場合は適用可能。す懸念があるためです。また電流が高いなどで母材の希釈が大きい場合も同様のことが生じる恐れがあるので施工管理にも十分気を配る必要があります。以上述べてきましたように、クラッド鋼の溶接施工については種々の注意点がありますので、実機施工に先おくことが必要でしょう。(㈱神戸製鋼所溶接事業部販売部技術サービス室)山田公夫15
 | <
| <  |
|  > |
> |  >>
>>