>> P.26
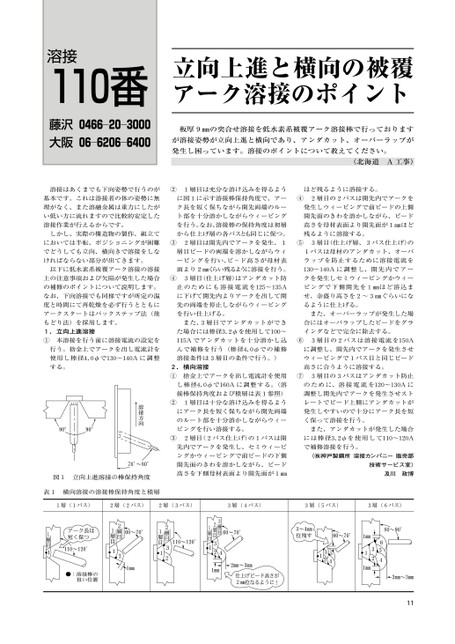
溶接110番藤沢0466―20―3000大阪06―6206―6400立向上進と横向の被覆アーク溶接のポイント板厚9㎜の突合せ溶接を低水素系被覆アーク溶接棒で行っておりますが溶接姿勢が立向上進と横向であり、アンダカット、オーバーラップが発生し困っています。溶接のポイントについて教えてください。(北海道A工事)溶接はあくまでも下向姿勢で行うのが②1層目は充分な溶け込みを得るようほど残るように溶接する。基本です。これは溶接者の体の姿勢に無に図1に示す溶接棒保持角度で、アー④2層目の2パスは開先内でアークを理がなく、また溶融金属は重力にしたがク長を短く保ちながら開先両端のルー発生しウィービングで前ビードの上側い低い方に流れますので比較的安定したト部を十分溶かしながらウィービング開先面のきわを溶かしながら、ビード溶接作業が行えるからです。を行う。なお、溶接棒の保持角度は初層高さを母材表面より開先面が1㎜ほどしかし、実際の構造物の製作、組立てから仕上げ層の各パスとも同じに保つ。残るように溶接する。においては半転、ポジショニングが困難③2層目は開先内でアークを発生、1⑤3層目(仕上げ層、3パス仕上げ)のでどうしても立向、横向きで溶接をしな層目ビードの両端を溶かしながらウィ1パスは母材のアンダカット、オーバければならない部分が出てきます。ービングを行い、ビ-ド高さが母材表ラップを防止するために溶接電流を以下に低水素系被覆アーク溶接の溶接面より2㎜くらい残るように溶接を行う。130〜140Aに調整し、開先内でアー上の注意事項および欠陥が発生した場合④3層目(仕上げ層)はアンダカット防クを発生しセミウィービングかウィーの補修のポイントについて説明します。止のためにも溶接電流を125〜135Aビングで下側開先を1㎜ほど溶込まなお、下向溶接でも同様ですが所定の温に下げて開先内よりアークを出して開せ、余盛り高さを2〜3㎜ぐらいにな度と時間にて再乾燥を必ず行うとともに先の両端を停止しながらウィービングるように仕上げる。アークスタートはバックステップ法(後を行い仕上げる。また、オーバーラップが発生した場もどり法)を採用します。1.立向上進溶接①本溶接を行う前に溶接電流の設定をまた、3層目でアンダカットができ合にはオーバラップしたビードをグラた場合には棒径3.2φを使用して100〜インダなどで完全に除去する。115Aでアンダカットを十分溶かし込⑥3層目の2パスは溶接電流を150A行う。捨金上でアークを出し電流計をんで補修を行う(棒径4.0φでの補修に調整し、開先内でアークを発生させ使用し棒径4.0φで130〜140Aに調整溶接条件は3層目の条件で行う。)ウィービングで1パス目と同じビードする。2.横向溶接高さに合うように溶接する。①捨金上でアークを出し電流計を使用⑦3層目の3パスはアンダカット防止し棒径4.0φで160Aに調整する。(溶のために、溶接電流を120〜130Aに接棒保持角度および積層は表1参照)調整し開先内でアークを発生させスト②1層目は十分な溶け込みを得るようレートでビード上側にアンダカットがにアーク長を短く保ちながら開先両端発生しやすいので十分にアーク長を短のルート部を十分溶かしながらウィーく保って溶接を行う。ビングを行い溶接する。また、アンダカットが発生した場合③2層目(2パス仕上げ)の1パスは開には棒径3.2φを使用して110〜120A先内でアークを発生し、セミウィービで補修溶接を行う。ングかウィービングで前ビードの下側(㈱神戸製鋼所溶接カンパニー販売部開先面のきわを溶かしながら、ビード高さを下側母材表面より開先面が1㎜技術サービス室)及川政博表1横向溶接の溶接棒保持角度と積層1層(1パス)2層(2パス)2層(3パス)3層(4パス)3層(5パス)3層(6パス)11
 | <
| <  |
|  > |
> |  >>
>>