>> P.34
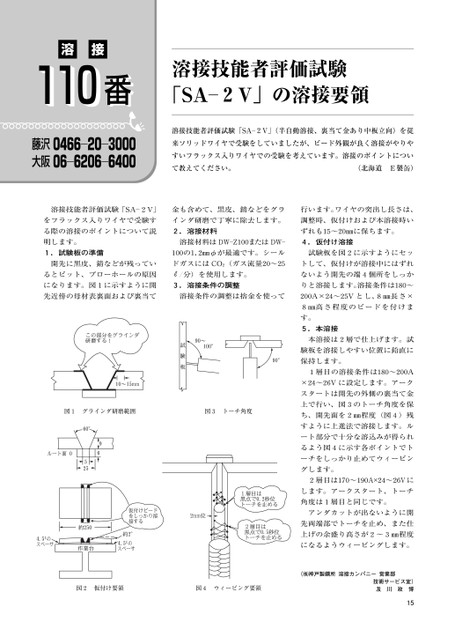
溶接11111111110000000000番番番番番番11111111溶接技能者評価試験「SA―2V」の溶接要領藤沢0466―20―3000大阪06―6206―6400溶接技能者評価試験「SA―2V」(半自動溶接、裏当て金あり中板立向)を従来ソリッドワイヤで受験をしていましたが、ビード外観が良く溶接がやりやすいフラックス入りワイヤでの受験を考えています。溶接のポイントについて教えてください。(北海道E製缶)溶接技能者評価試験「SA―2V」金も含めて、黒皮、錆などをグラ行います。ワイヤの突出し長さは、をフラックス入りワイヤで受験すインダ研磨で丁寧に除去します。調整時、仮付けおよび本溶接時いる際の溶接のポイントについて説2.溶接材料ずれも15〜20㎜に保ちます。明します。1.試験板の準備溶接材料はDW―Z100またはDW―4.仮付け溶接100の1.2㎜φが最適です。シール開先に黒皮、錆などが残っているとピット、ブローホールの原因になります。図1に示すように開ドガスにはCO2(ガス流量20〜25/分)を使用します。3.溶接条件の調整試験板を図2に示すようにセットして、仮付けが溶接中にはずれないよう開先の端4個所をしっかりと溶接します。溶接条件は180〜先近傍の母材表裏面および裏当て溶接条件の調整は捨金を使って200A×24〜25Vとし、8㎜長さ×8㎜高さ程度のビードを付けます。5.本溶接本溶接は2層で仕上げます。試験板を溶接しやすい位置に鉛直に保持します。1層目の溶接条件は180〜200A×24〜26Vに設定します。アークスタートは開先の外側の裏当て金上で行い、図3のトーチ角度を保ち、開先面を2㎜程度(図4)残すように上進法で溶接します。ルート部分で十分な溶込みが得られるよう図4に示す各ポイントでトーチをしっかり止めてウィービングします。2層目は170〜190A×24〜26Vにします。アークスタート、トーチ角度は1層目と同じです。アンダカットが出ないように開先両端部でトーチを止め、また仕上げの余盛り高さが2〜3㎜程度になるようウィービングします。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)及川政博15図1グラインダ研磨範囲図3トーチ角度図2仮付け要領図4ウィービング要領
 | <
| <  |
|  > |
> |  >>
>>