>> P.33
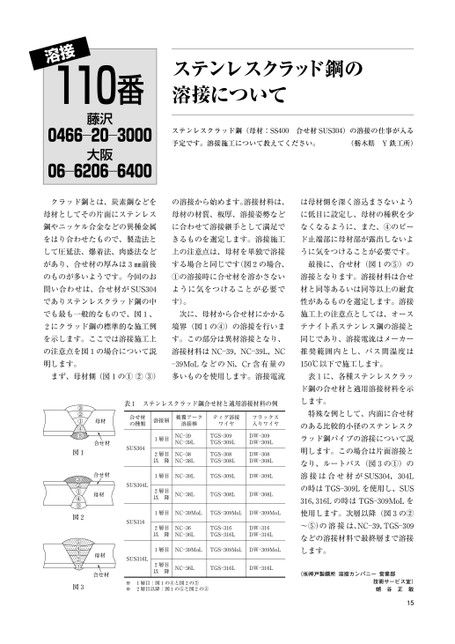
溶接110番藤沢――6203大阪―06620460―66000400ステンレスクラッド鋼の溶接についてステンレスクラッド鋼(母材:SS400合せ材SUS304)の溶接の仕事が入る予定です。溶接施工について教えてください。(栃木県Y鉄工所)クラッド鋼とは、炭素鋼などをの溶接から始めます。溶接材料は、は母材側を深く溶込まさないよう母材としてその片面にステンレス母材の材質、板厚、溶接姿勢などに低目に設定し、母材の稀釈を少鋼やニッケル合金などの異種金属に合わせて溶接継手として満足でなくなるように、また、④のビーをはり合わせたもので、製造法ときるものを選定します。溶接施工ド止端部に母材部が露出しないよして圧延法、爆着法、肉盛法など上の注意点は、母材を単独で溶接うに気をつけることが必要です。があり、合せ材の厚みは3㎜前後する場合と同じです(図2の場合、最後に、合せ材(図1の⑤)ののものが多いようです。今回のお①の溶接時に合せ材を溶かさない溶接となります。溶接材料は合せ問い合わせは、合せ材がSUS304ように気をつけることが必要で材と同等あるいは同等以上の耐食でありステンレスクラッド鋼の中す)。性があるものを選定します。溶接でも最も一般的なもので、図1、次に、母材から合せ材にかかる施工上の注意点としては、オース2にクラッド鋼の標準的な施工例境界(図1の④)の溶接を行いまテナイト系ステンレス鋼の溶接とを示します。ここでは溶接施工上す。この部分は異材溶接となり、同じであり、溶接電流はメーカーの注意点を図1の場合について説溶接材料はNC―39,NC―39L,NC推奨範囲内とし、パス間温度は明します。―39MoLなどのNi,Cr含有量の150℃以下で施工します。まず、母材側(図1の①②③)多いものを使用します。溶接電流表1に、各種ステンレスクラッ表1ステンレスクラッド鋼合せ材と適用溶接材料の例します。ド鋼の合せ材と適用溶接材料を示合せ材の種類溶接層被覆アークティグ溶接溶接棒ワイヤフラックス入りワイヤ図1SUS3041層目NC―39NC―39L2層目以降NC―38NC―38LTGS―309TGS―309LTGS―308TGS―308LDW―309DW―309LDW―308DW―308L1層目NC―39LTGS―309LDW―309LSUS304L2層目以降NC―38LTGS―308LDW―308L図2SUS3161層目NC―39MoLTGS―309MoLDW―309MoL2層目以降NC―36NC―36LTGS―316TGS―316LDW―316DW―316L特殊な例として、内面に合せ材のある比較的小径のステンレスクラッド鋼パイプの溶接について説明します。この場合は片面溶接となり、ルートパス(図3の①)の溶接は合せ材がSUS304,304Lの時はTGS―309Lを使用し、SUS316,316Lの時はTGS―309MoLを使用します。次層以降(図3の②〜⑤)の溶接は、NC―39,TGS―309などの溶接材料で最終層まで溶接1層目NC―39MoLTGS―309MoLDW―309MoLします。SUS316L2層目以降NC―36LTGS―316LDW―316L(㈱神戸製鋼所溶接カンパニー営業部図3※※1層目:図1の④と図2の②2層目以降:図1の⑤と図2の③技術サービス室)蛸谷正敏15
 | <
| <  |
|  > |
> |  >>
>>