>> P.43
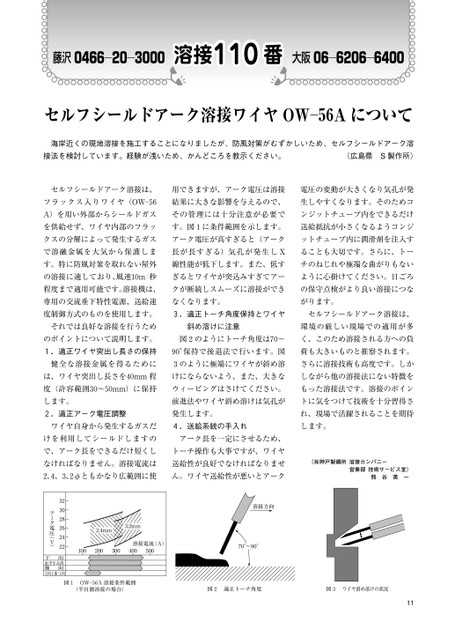
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400セルフシールドアーク溶接ワイヤOW―56Aについて海岸近くの現地溶接を施工することになりましたが、防風対策がむずかしいため、セルフシールドアーク溶接法を検討しています。経験が浅いため、かんどころを教示ください。(広島県S製作所)セルフシールドアーク溶接は、用できますが、アーク電圧は溶接電圧の変動が大きくなり気孔が発フラックス入りワイヤ(OW―56結果に大きな影響を与えるので、生しやすくなります。そのためコA)を用い外部からシールドガスその管理には十分注意が必要でンジットチューブ内をできるだけを供給せず、ワイヤ内部のフラッす。図1に条件範囲を示します。送給抵抗が小さくなるようコンジクスの分解によって発生するガスアーク電圧が高すぎると(アークットチューブ内に潤滑剤を注入すで溶融金属を大気から保護しま長が長すぎる)気孔が発生しXることも大切です。さらに、トーす。特に防風対策を取れない屋外線性能が低下します。また、低すチのねじれや極端な曲がりもないの溶接に適しており、風速10m/秒ぎるとワイヤが突込みすぎてアーように心掛けてください。日ごろ程度まで適用可能です。溶接機は、クが断続しスムーズに溶接ができの保守点検がより良い溶接につな専用の交流垂下特性電源、送給速なくなります。がります。度制御方式のものを使用します。3.適正トーチ角度保持とワイヤセルフシールドアーク溶接は、それでは良好な溶接を行うため斜め溶けに注意環境の厳しい現場での適用が多のポイントについて説明します。図2のようにトーチ角度は70〜く、このため溶接される方への負1.適正ワイヤ突出し長さの保持90°保持で後退法で行います。図荷も大きいものと推察されます。健全な溶接金属を得るために3のように極端にワイヤが斜め溶さらに溶接技術も高度です。しかは、ワイヤ突出し長さを40mm程けにならないよう、また、大きなしながら他の溶接法にない特徴を度(許容範囲30〜50mm)に保持ウィービングはさけてください。もった溶接法です。溶接のポインします。前進法やワイヤ斜め溶けは気孔がトに気をつけて技術を十分習得さ2.適正アーク電圧調整発生します。れ、現場で活躍されることを期待ワイヤ自身から発生するガスだ4.送給系統の手入れします。けを利用してシールドしますのアーク長を一定にさせるため、で、アーク長をできるだけ短くしトーチ操作も大事ですが、ワイヤなければなりません。溶接電流は送給性が良好でなければなりませ2.4、3.2φともかなり広範囲に使ん。ワイヤ送給性が悪いとアーク(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)熊谷英一図1OW―56A溶接条件範囲(半自動溶接の場合)図2適正トーチ角度図3ワイヤ斜め溶けの状況11溶接方向2.4mm3.2mm100200300400500溶接電流(A)70°〜90°323028262422アーク電圧()V下向水平すみ肉横向立向上進・上向
 | <
| <  |
|  > |
> |  >>
>>