>> P.45
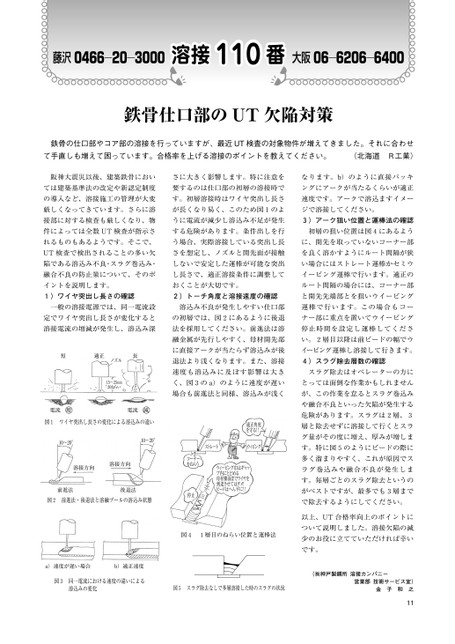
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400鉄骨仕口部のUT欠陥対策鉄骨の仕口部やコア部の溶接を行っていますが、最近UT検査の対象物件が増えてきました。それに合わせて手直しも増えて困っています。合格率を上げる溶接のポイントを教えてください。(北海道R工業)阪神大震災以後、建築鉄骨においさに大きく影響します。特に注意をなります。b)のように直接バッキては建築基準法の改定や新認定制度要するのは仕口部の初層の溶接時でングにアークが当たるくらいが適正の導入など、溶接施工の管理が大変す。初層溶接時はワイヤ突出し長さ速度です。アークで溶込ますイメー厳しくなってきています。さらに溶が長くなり易く、このため図1のよジで溶接してください。接部に対する検査も厳しくなり、物うに電流が減少し溶込み不足が発生3)アーク狙い位置と運棒法の確認件によっては全数UT検査が指示さする危険があります。条件出しを行初層の狙い位置は図4にあるようれるものもあるようです。そこで、う場合、実際溶接している突出し長に、開先を取っていないコーナー部UT検査で検出されることの多い欠さを想定し、ノズルと開先面が接触を良く溶かすようにルート間隔が狭陥である溶込み不良・スラグ巻込み・しないで安定した運棒が可能な突出い場合にはストレート運棒かセミウ融合不良の防止策について、そのポし長さで、適正溶接条件に調整してイービング運棒で行います。適正のイントを説明します。おくことが大切です。ルート間隔の場合には、コーナー部1)ワイヤ突出し長さの確認2)トーチ角度と溶接速度の確認と開先先端部とを狙いウイービング一般の溶接電源では、同一電流設溶込み不良が発生しやすい仕口部運棒で行います。この場合もコー定でワイヤ突出し長さが変化するとの初層では、図2にあるように後退ナー部に重点を置いてウイービング溶接電流の増減が発生し、溶込み深法を採用してください。前進法は溶停止時間を設定し運棒してくださ融金属が先行しやすく、母材開先部い。2層目以降は前ビードの幅でウに直接アークが当たらず溶込みが後イービング運棒し溶接して行きます。退法より浅くなります。また、溶接4)スラグ除去層数の確認速度も溶込みに及ぼす影響は大きスラグ除去はオペレーターの方にく、図3のa)のように速度が遅いとっては面倒な作業かもしれません場合も前進法と同様、溶込みが浅くが、この作業を怠るとスラグ巻込み短適正ノズル長15〜25mm20ねらい電流増電流減図1ワイヤ突出し長さの変化による溶込みの違い10〜20°10〜20°溶接方向溶接方向前進法後退法図2前進法・後退法と溶融プールの溶込み状態適正角度を守る!!ストレートウィビングコーナーをねらう停止ウィービング巾はギャップ内にとどめる母材側面までワイヤを到達させてはダメ!ビードはへん平に!!図41層目のねらい位置と運棒法や融合不良といった欠陥が発生する危険があります。スラグは2層、3層と除去せずに溶接して行くとスラグ量がその度に増え、厚みが増します。特に図5のようにビードの際に多く溜まりやすく、これが原因でスラグ巻込みや融合不良が発生します。毎層ごとのスラグ除去というのがベストですが、最多でも3層までで除去するようにしてください。以上、UT合格率向上のポイントについて説明しました。溶接欠陥の減少のお役に立てていただければ幸いです。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)金子和之11a)速度が遅い場合b)適正速度図3同一電流における速度の違いによる溶込みの変化図5スラグ除去なしで多層溶接した時のスラグの状況
 | <
| <  |
|  > |
> |  >>
>>