>> P.51
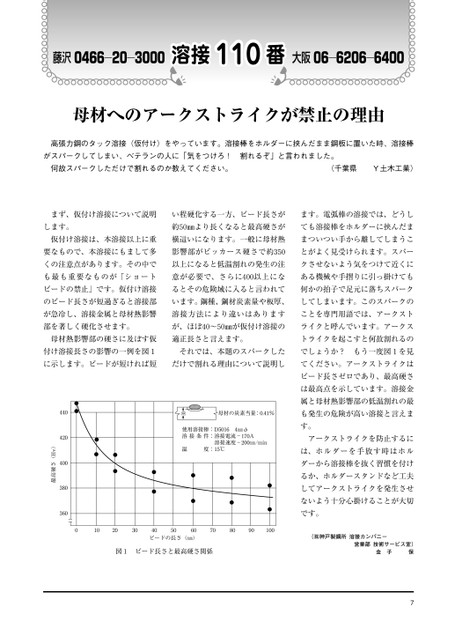
7藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400母材へのアークストライクが禁止の理由高張力鋼のタック溶接(仮付け)をやっています。溶接棒をホルダーに挟んだまま鋼板に置いた時、溶接棒がスパークしてしまい、ベテランの人に「気をつけろ!割れるぞ」と言われました。何故スパークしただけで割れるのか教えてください。(千葉県Y土木工業)まず、仮付け溶接について説明い程硬化する一方、ビード長さがます。電弧棒の溶接では、どうしします。約50㎜より長くなると最高硬さがても溶接棒をホルダーに挟んだま仮付け溶接は、本溶接以上に重横這いになります。一般に母材熱まついつい手から離してしまうこ要なもので、本溶接にもまして多影響部がビッカース硬さで約350とがよく見受けられます。スパーくの注意点があります。その中で以上になると低温割れの発生の注クさせないよう気をつけて近くにも最も重要なものが「ショート意が必要で、さらに400以上になある機械や手摺りに引っ掛けてもビードの禁止」です。仮付け溶接るとその危険域に入ると言われて何かの拍子で足元に落ちスパークのビード長さが短過ぎると溶接部います。鋼種、鋼材炭素量や板厚、してしまいます。このスパークのが急冷し、溶接金属と母材熱影響溶接方法により違いはありますことを専門用語では、アークスト部を著しく硬化させます。が、ほぼ40〜50㎜が仮付け溶接のライクと呼んでいます。アークス母材熱影響部の硬さに及ぼす仮適正長さと言えます。トライクを起こすと何故割れるの付け溶接長さの影響の一例を図1それでは、本題のスパークしたでしょうか?もう一度図1を見に示します。ビードが短ければ短だけで割れる理由について説明してください。アークストライクはビード長さゼロであり、最高硬さは最高点を示しています。溶接金属と母材熱影響部の低温割れの最も発生の危険が高い溶接と言えます。アークストライクを防止するには、ホルダーを手放す時はホルダーから溶接棒を抜く習慣を付けるか、ホルダースタンドなど工夫してアークストライクを発生させないよう十分心掛けることが大切です。母材の炭素当量:0.41%30使用溶接棒:D50164mmφ溶接条件:溶接電流-170A溶接速度-200mm/min温度:15℃440420400380360最高硬さ(Hv)0102030405060708090100ビードの長さ(mm)図1ビード長さと最高硬さ関係(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)金子保
 | <
| <  |
|  > |
> |  >>
>>