>> P.57
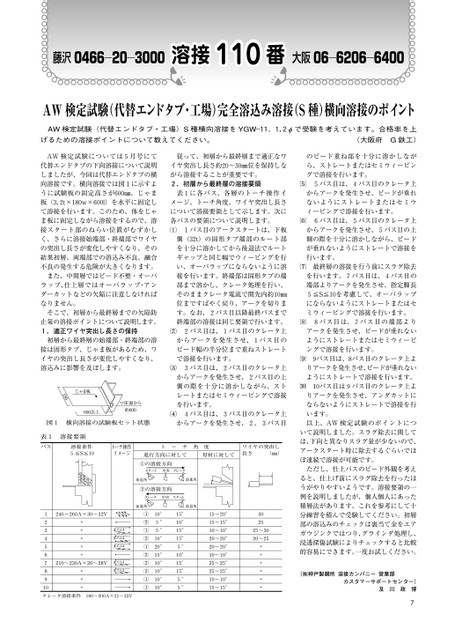
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400AW検定試験(代替エンドタブ・工場)完全溶込み溶接(S種)横向溶接のポイントAW検定試験(代替エンドタブ・工場)S種横向溶接をYGW―11、1.2φで受験を考えています。合格率を上げるための溶接ポイントについて教えてください。(大阪府G鉄工)のビード重ね部を十分に溶かしながら、ストレートまたはセミウィービングで溶接を行います。5パス目は、4パス目のクレータ上からアークを発生させ、ビードが垂れないようにストレートまたはセミウィービングで溶接を行います。6パス目は、5パス目のクレータ上からアークを発生させ、5パス目の上側の際を十分に溶かしながら、ビードが垂れないようにストレートで溶接を行います。最終層の溶接を行う前にスラグ除去を行います。7パス目は、4パス目の端部よりアークを発生させ、指定脚長5≦S≦10を考慮して、オーバラップにならないようにストレートまたはセミウィービングで溶接を行います。8パス目は、7パス目の端部よりアークを発生させ、ビードが垂れないようにストレートまたはセミウィービングで溶接を行います。19パス目は、8パス目のクレータ上よりアークを発生させ、ビードが垂れないようにストレートで溶接を行います。0パス目は9パス目のクレータ上よりアークを発生させ、アンダカットにならないようにストレートで溶接を行います。以上、AW検定試験のポイントについて説明しました。スラグ除去に関しては、下向と異なりスラグ量が少ないので、アークスタート時に除去するぐらいでほぼ連続で溶接が可能です。ただし、仕上パスのビード外観を考えると、仕上げ前にスラグ除去を行ったほうがやりやすいようです。溶接要領の一例を説明しましたが、個人個人にあった積層法があります。これを参考にして十分練習を積んで受験してください。初層部の溶込みのチェックは裏当て金をエアガウジンクではつり、グラインダ処理し、浸透探傷試験によりチェックすると比較的容易にできます。一度お試しください。(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)及川政博7AW検定試験については5月号にて代替エンドタブの下向溶接について説明しましたが、今回は代替エンドタブの横向溶接です。横向溶接では図1に示すように試験板の固定高さが600㎜、じゃま板(3.2t×180w×600l)を水平に固定して溶接を行います。このため、体をじゃま板に固定しながら溶接をするので、溶接スタート部のねらい位置がむずかしく、さらに溶接始端部・終端部でワイヤの突出し長さが変化しやすくなり、その結果初層、両端部での溶込み不良、融合不良の発生する危険が大きくなります。また、中間層ではビード不整・オーバラップ、仕上層ではオーバラップ・アンダーカットなどの欠陥に注意しなければなりません。そこで、初層から最終層までの欠陥防止策の溶接ポイントについて説明します。1.適正ワイヤ突出し長さの保持初層から最終層の始端部・終端部の溶接は固形タブ、じゃま板があるため、ワイヤの突出し長さが変化しやすくなり、溶込みに影響を及ぼします。じゃま板180600以上▽床面から約600図1横向溶接の試験板セット状態表1溶接要領従って、初層から最終層まで適正なワイヤ突出し長さ約20〜30㎜位を保持しながら溶接することが重要です。2.初層から最終層の溶接要領表1に各パス、各層のトーチ操作イメージ、トーチ角度、ワイヤ突出し長さについて溶接要領として示します。次に各パスの要領について説明します。1パス目のアークスタートは、下板側(32t)の固形タブ端部のルート部を十分に溶かしてから後退法でルートギャップと同じ幅でウィービングを行い、オーバラップにならないように溶接を行います。終端部は固形タブの端部まで溶かし、クレータ処理を行い、そのままクレータ電流で開先内約10㎜位まですばやく戻り、アークを切ります。なお、2パス目以降最終パスまで終端部の溶接は同じ要領で行います。2パス目は、1パス目のクレータ上からアークを発生させ、1パス目のビード幅の半分位まで重ねストレートで溶接を行います。3パス目は、2パス目のクレータ上からアークを発生させ、2パス目の上側の際を十分に溶かしながら、ストレートまたはセミウィービングで溶接を行います。4パス目は、3パス目のクレータ上からアークを発生させ、2,3パス目パス溶接条件5≦S≦10トーチ操作イメージトーチ角度進行方向に対して母材に対してワイヤの突出し長さ(㎜)①の溶接方向スタート中央クレータ後退角前進角②の溶接方向クレータ中央スタート前進角後退角1234567891012345678910240〜260A×30〜32V〃〃〃〃〃210〜230A×26〜28V〃〃〃またはまたはまたはまたはまたは①②①②①②②②①①10°5°5°10°20°15°10°10°10°10°15°10°15°15°5°10°15°15°5°5°15〜20°15〜15°10〜10°20〜20°20〜20°10〜10°25〜25°25〜25°10〜10°15〜15°302525〜3020〜25〃〃〃〃〃〃クレータ溶接条件180〜200A×21〜23V
 | <
| <  |
|  > |
> |  >>
>>