>> P.56
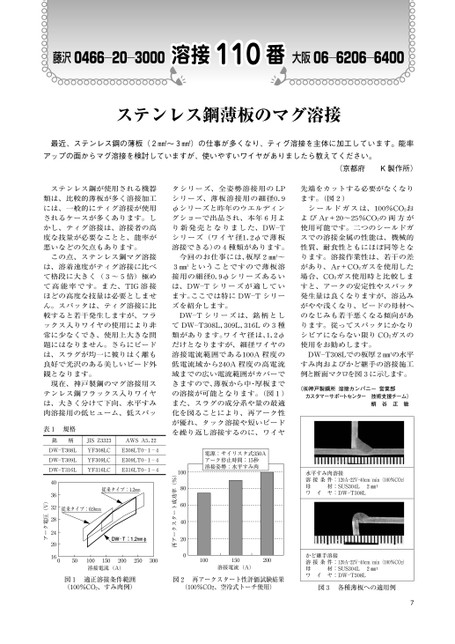
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400ステンレス鋼薄板のマグ溶接最近、ステンレス鋼の薄板(2㎜t〜3㎜t)の仕事が多くなり、ティグ溶接を主体に加工しています。能率アップの面からマグ溶接を検討していますが、使いやすいワイヤがありましたら教えてください。(京都府K製作所)先端をカットする必要がなくなります。(図2)シールドガスは、100%CO2およびAr+20〜25%CO2の両方が使用可能です。二つのシールドガスでの溶接金属の性能は、機械的性質、耐食性ともにほぼ同等となります。溶接作業性は、若干の差があり、Ar+CO2ガスを使用した場合、CO2ガス使用時と比較しますと、アークの安定性やスパッタ発生量は良くなりますが、溶込みがやや浅くなり、ビードの母材へのなじみも若干悪くなる傾向があります。従ってスパッタにかなりシビアにならない限りCO2ガスの使用をお勧めします。DW―T308Lでの板厚2㎜tの水平すみ肉およびかど継手の溶接施工例と断面マクロを図3に示します。(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター技術支援チーム)蛸谷正敏水平すみ肉溶接溶接条件:120A―22V―40cm/min(100%CO2)母ワ材:SUS304Lヤ:DW―T308L2㎜tイかど継手溶接溶接条件:120A―22V―40cm/min(100%CO2)母ワ材:SUS304Lヤ:DW―T308L2㎜tイ図3各種薄板への適用例7タシリーズ、全姿勢溶接用のLPシリーズ、薄板溶接用の細径0.9φシリーズと昨年のウエルディングショーで出品され、本年6月より新発売となりました、DW―Tシリーズ(ワイヤ径1.2φで薄板溶接できる)の4種類があります。今回のお仕事には、板厚2㎜t〜3㎜tということですので薄板溶接用の細径0.9φシリーズあるいは、DW―Tシリーズが適しています。ここでは特にDW―Tシリーズを紹介します。DW―Tシリーズは、銘柄としてDW―T308L,309L,316Lの3種類があります。ワイヤ径は、1.2φだけとなりますが、細径ワイヤの溶接電流範囲である100A程度の低電流域から240A程度の高電流域までの広い電流範囲がカバーできますので、薄板から中・厚板までの溶接が可能となります。(図1)また、スラグの成分系や量の最適化を図ることにより、再アーク性が優れ、タック溶接や短いビードを繰り返し溶接するのに、ワイヤ電源:サイリスタ式350Aアーク停止時間:15秒溶接姿勢:水平すみ肉100150200溶接電流(A)100806040200再アークスタート成功率(%)ステンレス鋼が使用される機器類は、比較的薄板が多く溶接加工には、一般的にティグ溶接が使用されるケースが多くあります。しかし、ティグ溶接は、溶接者の高度な技量が必要なことと、能率が悪いなどの欠点もあります。この点、ステンレス鋼マグ溶接は、溶着速度がティグ溶接に比べて格段に大きく(3〜5倍)極めて高能率です。また、TIG溶接ほどの高度な技量は必要としません。スパッタは、ティグ溶接に比較すると若干発生しますが、フラックス入りワイヤの使用により非常に少なくでき、使用上大きな問題にはなりません。さらにビードは、スラグが均一に被りはく離も良好で光沢のある美しいビード外観となります。現在、神戸製鋼のマグ溶接用ステンレス鋼フラックス入りワイヤは、大きく分けて下向、水平すみ肉溶接用の低ヒューム、低スパッ表1規格銘柄JISZ3323AWSA5.22DW―T308LYF308LCE308LT0―1―4DW―T309LYF309LCE309LT0―1―4DW―T316LYF316LCE316LT0―1―4従来タイプ:1.2mm従来タイプ:0.9mmDW―T:1.2mmφ050150200100溶接電流(A)25030040363228242016アーク電圧(V)図1適正溶接条件範囲(100%CO2、すみ肉例)図2再アークスタート性評価試験結果(100%CO2、空冷式トーチ使用)
 | <
| <  |
|  > |
> |  >>
>>