>> P.76
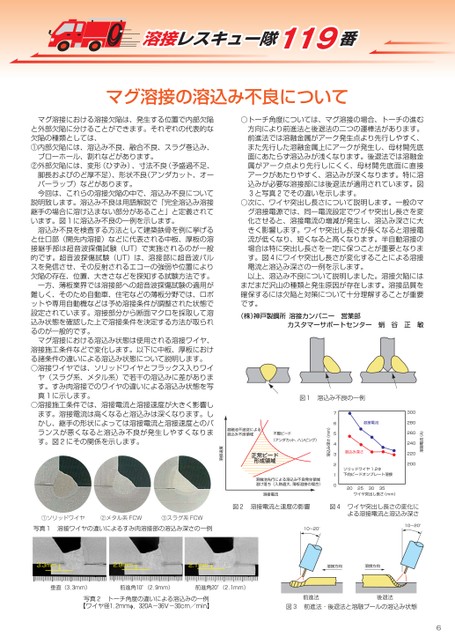
溶接レスキュー隊119番マグ溶接の溶込み不良について○トーチ角度については、マグ溶接の場合、トーチの進む方向により前進法と後退法の二つの運棒法があります。前進法では溶融金属がアーク発生点より先行しやすく、また先行した溶融金属上にアークが発生し、母材開先底面にあたらず溶込みが浅くなります。後退法では溶融金属がアーク点より先行しにくく、母材開先底面に直接アークがあたりやすく、溶込みが深くなります。特に溶込みが必要な溶接部には後退法が適用されています。図3と写真2でその違いを示します。○次に、ワイヤ突出し長さについて説明します。一般のマグ溶接電源では、同一電流設定でワイヤ突出し長さを変化させると、溶接電流の増減が発生し、溶込み深さに大きく影響します。ワイヤ突出し長さが長くなると溶接電流が低くなり、短くなると高くなります。半自動溶接の場合は特に突出し長さを一定に保つことが重要となります。図4にワイヤ突出し長さが変化することによる溶接電流と溶込み深さの一例を示します。以上、溶込み不良について説明しました。溶接欠陥にはまだまだ沢山の種類と発生原因が存在します。溶接品質を確保するには欠陥と対策について十分理解することが重要です。(株)神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター蛸谷正敏図1溶込み不良の一例溶接電流(A)300280260240220200溶接電流溶込み深さソリッドワイヤ1.2Φ下向ビードオンプレート溶接20253035ワイヤ突出し長さ(mm)76543210溶込み深さ(mm)溶融池先行による溶込み不良発生領域溶け落ち(入熱過大、薄板溶接の場合)溶接電流溶融池不追従による溶込み不良領域不整ビード(アンダカット、ハンピング)正常ビード形成領域溶接速度マグ溶接における溶接欠陥は、発生する位置で内部欠陥と外部欠陥に分けることができます。それぞれの代表的な欠陥の種類としては、①内部欠陥には、溶込み不良、融合不良、スラグ巻込み、ブローホール、割れなどがあります。②外部欠陥には、変形(ひずみ)、寸法不良(予盛過不足、脚長およびのど厚不足)、形状不良(アンダカット、オーバーラップ)などがあります。今回は、これらの溶接欠陥の中で、溶込み不良について説明致します。溶込み不良は用語解説で「完全溶込み溶接継手の場合に溶け込まない部分があること」と定義されています。図1に溶込み不良の一例を示します。溶込み不良を検査する方法として建築鉄骨を例に挙げると仕口部(開先内溶接)などに代表される中板、厚板の溶接継手部は超音波探傷試験(UT)で実施されるのが一般的です。超音波探傷試験(UT)は、溶接部に超音波パルスを発信させ、その反射されるエコーの強弱や位置により欠陥の存在、位置、大きさなどを探知する試験方法です。一方、薄板業界では溶接部への超音波探傷試験の適用が難しく、そのため自動車、住宅などの薄板分野では、ロボットや専用自動機などは予め溶接条件が調整された状態で設定されています。溶接部分から断面マクロを採取して溶込み状態を確認した上で溶接条件を決定する方法が取られるのが一般的です。マグ溶接における溶込み状態は使用される溶接ワイヤ、溶接施工条件などで変化します。以下に中板、厚板における諸条件の違いによる溶込み状態について説明します。○溶接ワイヤでは、ソリッドワイヤとフラックス入りワイヤ(スラグ系、メタル系)で若干の溶込みに差があります。すみ肉溶接でのワイヤの違いによる溶込み状態を写真1に示します。○溶接施工条件では、溶接電流と溶接速度が大きく影響します。溶接電流は高くなると溶込みは深くなります。しかし、継手の形状によっては溶接電流と溶接速度とのバランスが悪くなると溶込み不良が発生しやすくなります。図2にその関係を示します。①ソリッドワイヤ②メタル系FCW③スラグ系FCW写真1溶接ワイヤの違いによるすみ肉溶接部の溶込み深さの一例10〜20°図2溶接電流と速度の影響図4ワイヤ突出し長さの変化による溶接電流と溶込み深さ10〜20°3.3mm2.9mm2.1mm溶接方向溶接方向垂直(3.3mm)前進角10°(2.9mm)前進角20°(2.1mm)写真2トーチ角度の違いによる溶込みの一例【ワイヤ径1.2mmφ,320A-36V-30cm/min】前進法後退法図3前進法・後退法と溶融プールの溶込み状態6
 | <
| <  |
|  > |
> |  >>
>>