>> P.78
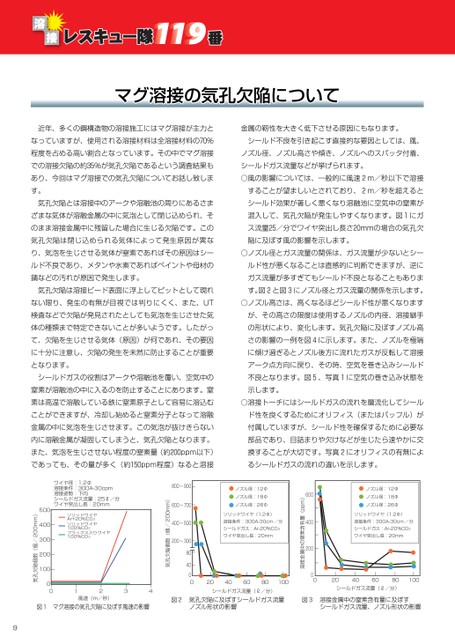
マグ溶接の気孔欠陥について近年、多くの鋼構造物の溶接施工にはマグ溶接が主力と金属の靭性を大きく低下させる原因にもなります。なっていますが、使用される溶接材料は全溶接材料の70%シールド不良を引き起こす直接的な要因としては、風、程度を占める高い割合となっています。その中でマグ溶接ノズル径、ノズル高さや傾き、ノズルへのスパッタ付着、での溶接欠陥の約35%が気孔欠陥であるという調査結果もシールドガス流量などが挙げられます。あり、今回はマグ溶接での気孔欠陥についてお話し致しま○風の影響については、一般的に風速2m/秒以下で溶接す。することが望ましいとされており、2m/秒を超えると気孔欠陥とは溶接中のアークや溶融池の周りにあるさまシールド効果が著しく悪くなり溶融池に空気中の窒素がざまな気体が溶融金属の中に気泡として閉じ込められ、そ混入して、気孔欠陥が発生しやすくなります。図1にガのまま溶接金属中に残留した場合に生じる欠陥です。このス流量25/分でワイヤ突出し長さ20mmの場合の気孔欠気孔欠陥は閉じ込められる気体によって発生原因が異な陥に及ぼす風の影響を示します。り、気泡を生じさせる気体が窒素であればその原因はシー○ノズル径とガス流量の関係は、ガス流量が少ないとシールド不良であり、メタンや水素であればペイントや母材のルド性が悪くなることは直感的に判断できますが、逆に錆などの汚れが原因で発生します。ガス流量が多すぎてもシールド不良となることもありま気孔欠陥は溶接ビード表面に浮上してピットとして現れす。図2と図3にノズル径とガス流量の関係を示します。ない限り、発生の有無が目視では判りにくく、また、UT○ノズル高さは、高くなるほどシールド性が悪くなります検査などで欠陥が発見されたとしても気泡を生じさせた気が、その高さの限度は使用するノズルの内径、溶接継手体の種類まで特定できないことが多いようです。したがっの形状により、変化します。気孔欠陥に及ぼすノズル高て、欠陥を生じさせる気体(原因)が何であれ、その要因さの影響の一例を図4に示します。また、ノズルを極端に十分に注意し、欠陥の発生を未然に防止することが重要に傾け過ぎるとノズル後方に流れたガスが反転して溶接となります。アーク点方向に戻り、その時、空気を巻き込みシールドシールドガスの役割はアークや溶融池を覆い、空気中の不良となります。図5、写真1に空気の巻き込み状態を窒素が溶融池の中に入るのを防止することにあります。窒示します。素は高温で溶融している鉄に窒素原子として容易に溶込む○溶接トーチにはシールドガスの流れを層流化してシールことができますが、冷却し始めると窒素分子となって溶融ド性を良くするためにオリフィス(またはバッフル)が金属の中に気泡を生じさせます。この気泡が抜けきらない付属していますが、シールド性を確保するために必要な内に溶融金属が凝固してしまうと、気孔欠陥となります。部品であり、目詰まりや欠けなどが生じたら速やかに交また、気泡を生じさせない程度の窒素量(約200ppm以下)換することが大切です。写真2にオリフィスの有無によであっても、その量が多く(約150ppm程度)なると溶接るシールドガスの流れの違いを示します。ノズル径:12Φノズル径:18Φノズル径:26Φソリッドワイヤ(1.2Φ)溶接条件:300A-30cm/分シールドガス:Ar-20%CO2ワイヤ突出し長:20mm204080シールドガス流量(ℓ/分)60100600400200溶接金属中の窒素含有量(ppm)00ノズル径:12Φノズル径:18Φノズル径:26Φソリッドワイヤ(1.2Φ)溶接条件:300A-30cm/分シールドガス:Ar-20%CO2ワイヤ突出し長:20mm20406080100シールドガス流量(ℓ/分)800〜900600〜700400〜500200〜300804000気孔欠陥個数(個/200mm)図2気孔欠陥に及ぼすシールドガス流量ノズル形状の影響図3溶接金属中の窒素含有量に及ぼすシールドガス流量、ノズル形状の影響ワイヤ径:1.2Φ溶接条件:300A-30cpm溶接姿勢:下向シールドガス流量:25ℓ/分ワイヤ突出し長:20mmソリッドワイヤAr+20%CO2ソリッドワイヤ100%CO2フラックス入りワイヤ100%CO212風速(m/秒)3450040030020010000気孔欠陥個数(個/200mm)図1マグ溶接の気孔欠陥に及ぼす風速の影響9
 | <
| <  |
|  > |
> |  >>
>>