>> P.79
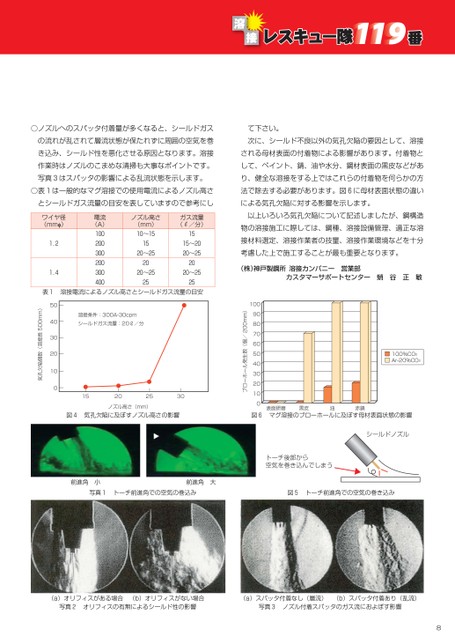
○ノズルへのスパッタ付着量が多くなると、シールドガスて下さい。の流れが乱されて層流状態が保たれずに周囲の空気を巻次に、シールド不良以外の気孔欠陥の要因として、溶接き込み、シールド性を悪化させる原因となります。溶接される母材表面の付着物による影響があります。付着物と作業時はノズルのこまめな清掃も大事なポイントです。して、ペイント、錆、油や水分、鋼材表面の黒皮などがあ写真3はスパッタの影響による乱流状態を示します。り、健全な溶接をする上ではこれらの付着物を何らかの方○表1は一般的なマグ溶接での使用電流によるノズル高さ法で除去する必要があります。図6に母材表面状態の違いとシールドガス流量の目安を表していますので参考にしによる気孔欠陥に対する影響を示します。ワイヤ径(mmφ)1.21.4電流(A)100200300200300400ノズル高さ(mm)10〜151520〜252020〜2525ガス流量(/分)1515〜2020〜252020〜2525表1溶接電流によるノズル高さとシールドガス流量の目安以上いろいろ気孔欠陥について記述しましたが、鋼構造物の溶接施工に際しては、鋼種、溶接設備管理、適正な溶接材料選定、溶接作業者の技量、溶接作業環境などを十分考慮した上で施工することが最も重要となります。(株)神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター蛸谷正敏100%CO2Ar-20%CO2表面研磨黒皮油赤錆1009080706050403020100ブローホール発生数(個/200mm)15202530ノズル高さ(mm)溶接条件:300A-30cpmシールドガス流量:20ℓ/分50403020100気孔欠陥個数(溶接長500mm)図4気孔欠陥に及ぼすノズル高さの影響図6マグ溶接のブローホールに及ぼす母材表面状態の影響シールドノズルトーチ後部から空気を巻き込んでしまう▲前進角小前進角大写真1トーチ前進角での空気の巻込み図5トーチ前進角での空気の巻き込み(a)オリフィスがある場合(b)オリフィスがない場合(a)スパッタ付着なし(層流)(b)スパッタ付着あり(乱流)写真2オリフィスの有無によるシールド性の影響写真3ノズル付着スパッタのガス流におよぼす影響8
 | <
| <  |
|  > |
> |  >>
>>