>> P.98
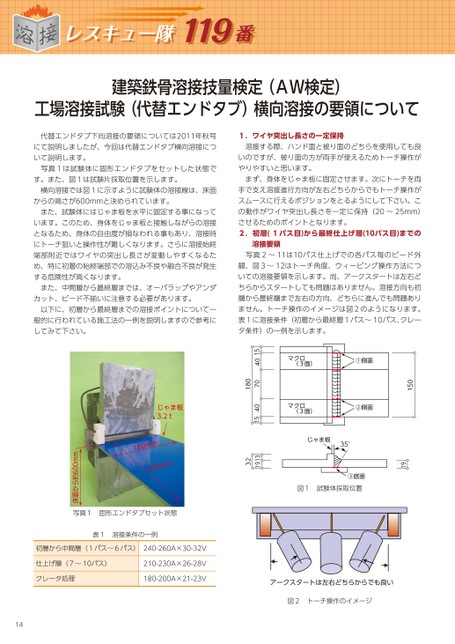
レスキュー隊119番レスキュー隊119番建築鉄骨溶接技量検定(AW検定)工場溶接試験(代替エンドタブ)横向溶接の要領について1.ワイヤ突出し長さの一定保持溶接する際、ハンド面と被り面のどちらを使用しても良いのですが、被り面の方が両手が使えるためトーチ操作がやりやすいと思います。まず、身体をじゃま板に固定させます。次にトーチを両手で支え溶接進行方向が左右どちらからでもトーチ操作がスムースに行えるポジションをとるようにして下さい。この動作がワイヤ突出し長さを一定に保持(20~25mm)させるためのポイントとなります。2.初層(1パス目)から最終仕上げ層(10パス目)までの溶接要領写真2~11は10パス仕上げでの各パス毎のビード外観、図3~12はトーチ角度、ウィービング操作方法についての溶接要領を示します。尚、アークスタートは左右どちらからスタートしても問題はありません。溶接方向も初層から最終層まで左右の方向、どちらに進んでも問題ありません。トーチ操作のイメージは図2のようになります。表1に溶接条件(初層から最終層1パス~10パス、クレータ条件)の一例を示します。15019マクロ(3面)マクロ(3面)①側面②側面じゃま板35°③底面図1試験体採取位置1540701804015131932アークスタートは左右どちらからでも良い図2トーチ操作のイメージ代替エンドタブ下向溶接の要領については2011年秋号にて説明しましたが、今回は代替エンドタブ横向溶接について説明します。写真1は試験体に固形エンドタブをセットした状態です。また、図1は試験片採取位置を示します。横向溶接では図1に示すように試験体の溶接線は、床面からの高さが600mmと決められています。また、試験体にはじゃま板を水平に固定する事になっています。このため、身体をじゃま板と接触しながらの溶接となるため、身体の自由度が損なわれる事もあり、溶接時にトーチ狙いと操作性が難しくなります。さらに溶接始終端部附近ではワイヤの突出し長さが変動しやすくなるため、特に初層の始終端部での溶込み不良や融合不良が発生する危険性が高くなります。また、中間層から最終層までは、オーバラップやアンダカット、ビード不揃いに注意する必要があります。以下に、初層から最終層までの溶接ポイントについて一般的に行われている施工法の一例を説明しますので参考にしてみて下さい。じゃま板3.2tmm081mm006床面から約600mm写真1固形エンドタブセット状態表1溶接条件の一例初層から中間層(1パス~6パス)240-260A×30-32V仕上げ層(7~10パス)クレータ処理210-230A×26-28V180-200A×21-23V14
 | <
| <  |
|  > |
> |  >>
>>