>> P.106
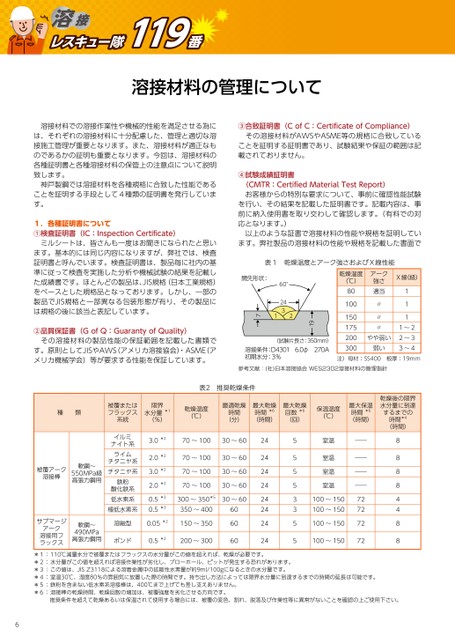
③合致証明書(CofC:CerticateofCompliance)その溶接材料がAWSやASME等の規格に合致していることを証明する証明書であり、試験結果や保証の範囲は記載されておりません。(CMTR:CertiedMaterialTestReport)④試験成績証明書お客様からの特別な要求について、事前に確認性能試験を行い、その結果を記載した証明書です。記載内容は、事前に納入使用書を取り交わして確認します。(有料での対応となります。)以上のような証書で溶接材料の性能や規格を証明しています。弊社製品の溶接材料の性能や規格を記載した書面で表1乾燥温度とアーク強さおよびX線性能乾燥温度(℃)80100150175200300アーク強さ適当〃〃〃やや弱い弱いX線(級)1111~22~33~4注)母材:SS400板厚:19mm1960°2432開先形状:71(試験片長さ:350mm)溶接条件:D43016.0φ270A初期水分:3%参考文献:(社)日本溶接協会WES2302溶接材料の管理指針溶接材料での溶接作業性や機械的性能を満足させる為には、それぞれの溶接材料に十分配慮した、管理と適切な溶接施工管理が重要となります。また、溶接材料が適正なものであるかの証明も重要となります。今回は、溶接材料の各種証明書と各種溶接材料の保管上の注意点について説明致します。神戸製鋼では溶接材料を各種規格に合致した性能であることを証明する手段として4種類の証明書を発行しています。1.各種証明書について①検査証明書(IC:InspectionCerticate)ミルシートは、皆さんも一度はお聞きになられたと思います。基本的には同じ内容になりますが、弊社では、検査証明書と呼んでいます。検査証明書は、製品毎に社内の基準に従って検査を実施した分析や機械試験の結果を記載した成績書です。ほとんどの製品は、JIS規格(日本工業規格)をベースとした規格品となっております。しかし、一部の製品でJIS規格と一部異なる包装形態が有り、その製品には規格の後に該当と表記しています。②品質保証書(GofQ:GuarantyofQuality)その溶接材料の製品性能の保証範囲を記載した書類です。原則としてJISやAWS(アメリカ溶接協会)・ASME(アメリカ機械学会)等が要求する性能を保証しています。表2推奨乾燥条件溶接レスキュー隊119番溶接材料の管理について限界水分量*1(%)乾燥温度(℃)最適乾燥時間(分)種類被覆アーク溶接棒軟鋼~550MPa級高張力鋼用被覆またはフラックス系統イルミナイト系ライムチタニヤ系チタニヤ系鉄粉酸化鉄系低水素系極低水素系3.0*22.0*23.0*22.0*20.5*30.5*3サブマージアーク溶接用フラックス軟鋼~490MPa高張力鋼用溶融型0.05*2150~350ボンド0.5*2200~300最大乾燥時間*6(時間)最大乾燥回数*6(回)保温温度(℃)最大保温時間*6(時間)242424242424242455553355室温室温室温室温100~150100~150100~150100~150――――――――72727272乾燥後の限界水分量に到達するまでの時間*4(時間)8888448870~10030~6070~10030~6070~10030~6070~10030~60300~350*530~60350~400606060*1:110℃減量水分で被覆またはフラックスの水分量がこの値を超えれば、乾燥が必要です。*2:水分量がこの値を超えれば溶接作業性が劣化し、ブローホール、ピットが発生する恐れがあります。*3:この値は、JISZ3118による溶着金属中の拡散性水素量が約9ml/100gになるときの水分量です。*4:室温30℃、湿度80%の雰囲気に放置した際の時間です。持ち出し方法によっては限界水分量に到達するまでの時間の延長は可能です。*5:鉄粉を含まない低水素系溶接棒は、400℃まで上げても差し支えありません。*6:溶接棒の乾燥時間、乾燥回数の増加は、被覆強度を劣化させる方向です。推奨条件を超えて乾燥あるいは保温されて使用する場合には、被覆の変色、割れ、脱落及び作業性等に異常がないことを確認の上ご使用下さい。6
 | <
| <  |
|  > |
> |  >>
>>