>> P.111
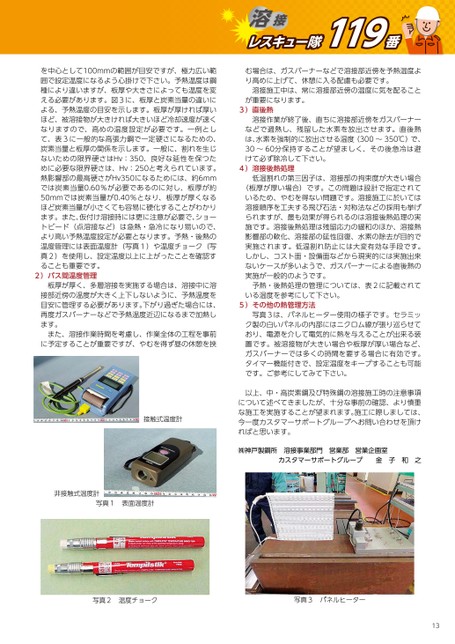
を中心として100mmの範囲が目安ですが、極力広い範囲で設定温度になるよう心掛けで下さい。予熱温度は鋼種により違いますが、板厚や大きさによっても温度を変える必要があります。図3に、板厚と炭素当量の違いによる、予熱温度の目安を示します。板厚が厚ければ厚いほど、被溶接物が大きければ大きいほど冷却速度が速くなりますので、高めの温度設定が必要です。一例として、表3に一般的な高張力鋼で一定硬さになるための、炭素当量と板厚の関係を示します。一般に、割れを生じないための限界硬さはHv:350、良好な延性を保つために必要な限界硬さは、Hv:250と考えられています。熱影響部の最高硬さがHv350になるためには、約6mmでは炭素当量0.60%が必要であるのに対し、板厚が約50mmでは炭素当量が0.40%となり、板厚が厚くなるほど炭素当量が小さくても容易に硬化することがわかります。また、仮付け溶接時には更に注意が必要で、ショートビード(点溶接など)は急熱・急冷になり易いので、より高い予熱温度設定が必要となります。予熱・後熱の温度管理には表面温度計(写真1)や温度チョーク(写真2)を使用し、設定温度以上に上がったことを確認することも重要です。板厚が厚く、多層溶接を実施する場合は、溶接中に溶接部近傍の温度が大きく上下しないように、予熱温度を目安に管理する必要があります。下がり過ぎた場合には、再度ガスバーナーなどで予熱温度近辺になるまで加熱します。また、溶接作業時間を考慮し、作業全体の工程を事前に予定することが重要ですが、やむを得ず昼の休憩を挟2)パス間温度管理溶接レスキュー隊119番む場合は、ガスバーナーなどで溶接部近傍を予熱温度より高めに上げて、休憩に入る配慮も必要です。溶接施工中は、常に溶接部近傍の温度に気を配ることが重要になります。3)直後熱溶接作業が終了後、直ちに溶接部近傍をガスバーナーなどで過熱し、残留した水素を放出させます。直後熱は、水素を強制的に放出させる温度(300~350℃)で、30~60分保持することが望ましく、その後急冷は避けて必ず除冷して下さい。4)溶接後熱処理低温割れの第三因子は、溶接部の拘束度が大きい場合(板厚が厚い場合)です。この問題は設計で指定されているため、やむを得ない問題です。溶接施工に於いては溶接順序を工夫する飛び石法・対称法などの採用も挙げられますが、最も効果が得られるのは溶接後熱処理の実施です。溶接後熱処理は残留応力の緩和のほか、溶接熱影響部の軟化、溶接部の延性回復、水素の除去が目的で実施されます。低温割れ防止には大変有効な手段です。しかし、コスト面・設備面などから現実的には実施出来ないケースが多いようで、ガスバーナーによる直後熱の実施が一般的のようです。予熱・後熱処理の管理については、表2に記載されている温度を参考にして下さい。5)その他の熱管理方法写真3は、パネルヒーター使用の様子です。セラミック製の白いパネルの内部にはニクロム線が張り巡らせており、電源を介して電気的に熱を与えることが出来る装置です。被溶接物が大きい場合や板厚が厚い場合など、ガスバーナーでは多くの時間を要する場合に有効です。タイマー機能付きで、設定温度をキープすることも可能です。ご参考にしてみて下さい。接触式温度計以上、中・高炭素鋼及び特殊鋼の溶接施工時の注意事項について述べてきましたが、十分な事前の確認、より慎重な施工を実施することが望まれます。施工に際しましては、今一度カスタマーサポートグループへお問い合わせを頂ければと思います。㈱神戸製鋼所溶接事業部門営業部営業企画室カスタマーサポートグループ金子和之非接触式温度計写真1表面温度計写真2温度チョーク写真3パネルヒーター13
 | <
| <  |
|  > |
> |  >>
>>