>> P.110
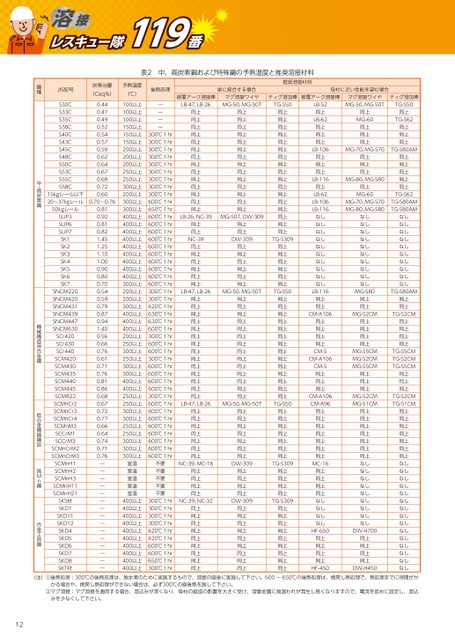
ティグ溶加棒TG-S50同上TG-S62LB-106MG-70,MG-S70TG-S80AMMG-80,MG-S80同上MG-60MG-70,MG-S70MG-80,MG-S80TG-S62TG-S80AMTG-S80AMLB-52同上LB-62同上同上同上同上同上同上LB-116同上LB-62LB-106LB-116なしなしなしなしなしなしなしなしなしなし同上同上同上同上同上同上CM-5CM-5同上同上同上同上同上同上同上同上同上同上同上同上同上同上なしなしなしなし同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上MG-60同上同上同上同上同上同上なしなしなしなしなしなしなしなしなしなし同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上なしなしなしなしなしなしなしなしなし同上同上同上同上同上同上同上同上同上同上同上同上なしなしなしなしなしなしなしなしなしなし同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上なしなしなしなしなしなしなしなしなしなしなしなしなしなしなしLB-47,LB-26MG-50,MG-50TTG-S50LB-116MG-S80TG-S80AMCM-A106MG-S2CMTG-S2CMCM-A106MG-S5CMMG-S2CMMG-S5CMTG-S5CMTG-S2CMTG-S5CMLB-47,LB-26MG-50,MG-50TTG-S50CM-A106CM-A96MG-S2CMMG-S1CMTG-S2CMTG-S1CMNC-39,MC-16DW-309TG-S309MC-16NC-39,NC-32DW-309TG-S309HF-650DW-H700HF-450DW-H450表2中、高炭素鋼および特殊鋼の予熱温度と推奨溶接材料推奨溶接材料後熱処理単に接合する場合被覆アーク溶接棒LB-47,LB-26マグ溶接ワイヤMG-50,MG-50TTG-S50ティグ溶加棒被覆アーク溶接棒母材に近い性能を望む場合マグ溶接ワイヤMG-50,MG-50T炭素当量(Ceq%)JIS記号鋼種同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上溶接レスキュー隊119番予熱温度(℃)100以上100以上100以上150以上150以上150以上200以上200以上200以上250以上250以上300以上200以上300以上300以上400以上400以上400以上400以上400以上400以上400以上400以上400以上300以上200以上200以上300以上400以上400以上400以上200以上250以上300以上250以上300以上300以上400以上400以上250以上250以上300以上300以上250以上250以上300以上300以上300以上室温室温室温室温室温400以上400以上400以上400以上400以上400以上400以上400以上400以上400以上―――ー300℃1hr300℃1hr300℃1hr300℃1hr300℃1hr300℃1hr300℃1hr300℃1hr300℃1hr600℃1hr650℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr300℃1hr300℃1hr620℃1hr630℃1hr630℃1hr600℃1hr300℃1hr600℃1hr600℃1hr300℃1hr600℃1hr600℃1hr600℃1hr600℃1hr300℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr600℃1hr不要不要不要不要不要300℃1hr300℃1hr300℃1hr300℃1hr620℃1hr620℃1hr600℃1hr600℃1hr650℃1hr300℃1hr0.440.470.490.520.540.570.590.620.640.670.690.720.600.810.920.810.821.451.251.101.000.900.800.700.540.590.790.870.941.400.560.660.760.610.710.760.810.860.680.670.720.770.660.640.740.710.76―――――――――――――――同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上同上S30CS33CS35CS38CS40CS43CS45CS48CS50CS53CS55CS58CSUP3SUP6SUP7SK1SK2SK3SK4SK5SK6SK7SNCM220SNCM420SNCM431SNCM439SNCM447SNCM630SCr420SCr430SCr440SCM420SCM430SCM435SCM440SCM445SCM822SCMnCr2SCMnCr3SCMnCr4SCMnM3SCCrM1SCCrM3SCMnCrM2SCMnCrM3SCMnH1SCMnH2SCMnH3SCMnH11SCMnH21SKS材SKD1SKD11SKD12SKD4SKD5SKD6SKD7SKD8SKT材中・高炭素鋼機械構造用合金鋼低合金鋼鋳鋼品高Mn鋼合金工具鋼15kgレール以下20~37kgレール50kgレール0.70~0.76LB-26,NC-39MG-50T,DW-309NC-39DW-309TG-S309(注)①後熱処理:300℃の後熱処理は、脱水素のために実施するもので、溶接の直後に実施して下さい。600~650℃の後熱処理は、焼戻し熱処理で、熱処理までに時間がかかる場合や、焼戻し熱処理ができない場合は、必ず300℃の直後熱を施して下さい。②マグ溶接:マグ溶接を適用する場合、溶込みが深くなり、母材の組成の影響を大きく受け、溶着金属に高温われが発生し易くなりますので、電流を低めに設定し、溶込みを少なくして下さい。12
 | <
| <  |
|  > |
> |  >>
>>