>> P.123
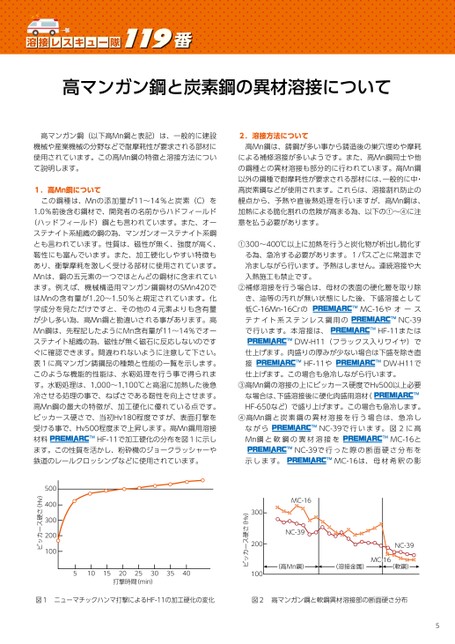
119番高マンガン鋼(以下高Mn鋼と表記)は、一般的に建設機械や産業機械の分野などで耐摩耗性が要求される部材に使用されています。この高Mn鋼の特徴と溶接方法について説明します。1.高Mn鋼についてこの鋼種は、Mnの添加量が11~14%と炭素(C)を1.0%前後含む鋼材で、開発者の名前からハドフィールド(ハッドフィールド)鋼とも言われています。また、オーステナイト系組織の鋼の為、マンガンオーステナイト系鋼とも言われています。性質は、磁性が無く、強度が高く、靱性にも富んでいます。また、加工硬化しやすい特徴もあり、衝撃摩耗を激しく受ける部材に使用されています。Mnは、鋼の五元素の一つでほとんどの鋼材に含まれています。例えば、機械構造用マンガン鋼鋼材のSMn420ではMnの含有量が1.20~1.50%と規定されています。化学成分を見ただけですと、その他の4元素よりも含有量が少し多い為、高Mn鋼と勘違いされる事があります。高Mn鋼は、先程記したようにMn含有量が11~14%でオーステナイト組織の為、磁性が無く磁石に反応しないのですぐに確認できます。間違われないように注意して下さい。表1に高マンガン鋳鋼品の種類と性能の一覧を示します。このような機能的性能は、水靭処理を行う事で得られます。水靭処理は、1,000~1,100℃と高温に加熱した後急冷させる処理の事で、ねばさである靭性を向上させます。高Mn鋼の最大の特徴が、加工硬化に優れている点です。ビッカース硬さで、当初Hv180程度ですが、表面打撃を受ける事で、Hv500程度まで上昇します。高Mn鋼用溶接材料HF-11で加工硬化の分布を図1に示します。この性質を活かし、粉砕機のジョークラッシャーや鉄道のレールクロッシングなどに使用されています。2.溶接方法について高Mn鋼は、鋳鋼が多い事から鋳造後の巣穴埋めや摩耗による補修溶接が多いようです。また、高Mn鋼同士や他の鋼種との異材溶接も部分的に行われています。高Mn鋼以外の鋼種で耐摩耗性が要求される部材には、一般的に中・高炭素鋼などが使用されます。これらは、溶接割れ防止の観点から、予熱や直後熱処理を行いますが、高Mn鋼は、加熱による脆化割れの危険が高まる為、以下の①~④に注意を払う必要があります。①300~400℃以上に加熱を行うと炭化物が析出し脆化する為、急冷する必要があります。1パスごとに常温まで冷ましながら行います。予熱はしません。連続溶接や大入熱施工も禁止です。②補修溶接を行う場合は、母材の表面の硬化層を取り除き、油等の汚れが無い状態にした後、下盛溶接として低C-16Mn-16CrのMC-16やオーステナイト系ステンレス鋼用のNC-39で行います。本溶接は、HF-11またはDW-H11(フラックス入りワイヤ)で仕上げます。肉盛りの厚みが少ない場合は下盛を除き直接DW-H11で仕上げます。この場合も急冷しながら行います。HF-11や③高Mn鋼の溶接の上にビッカース硬度でHv500以上必要な場合は、下盛溶接後に硬化肉盛用溶材(HF-650など)で盛り上げます。この場合も急冷します。ながらMn鋼と軟鋼の異材溶接を④高Mn鋼と炭素鋼の異材溶接を行う場合は、急冷しNC-39で行います。図2に高MC-16とNC-39で行った際の断面硬さ分布をMC-16は、母材希釈の影示します。MC-16NC-39(高Mn鋼)(溶接金属)NC-39MC-16(軟鋼)300200100ビッカース硬さ(Hv)3540252030打撃時間(min)51015500400300200100ビッカース硬さ(Hv)図1ニューマチックハンマ打撃によるHF-11の加工硬化の変化図2高マンガン鋼と軟鋼異材溶接部の断面硬さ分布5溶接レスキュー隊119番高マンガン鋼と炭素鋼の異材溶接について
 | <
| <  |
|  > |
> |  >>
>>