>> P.137
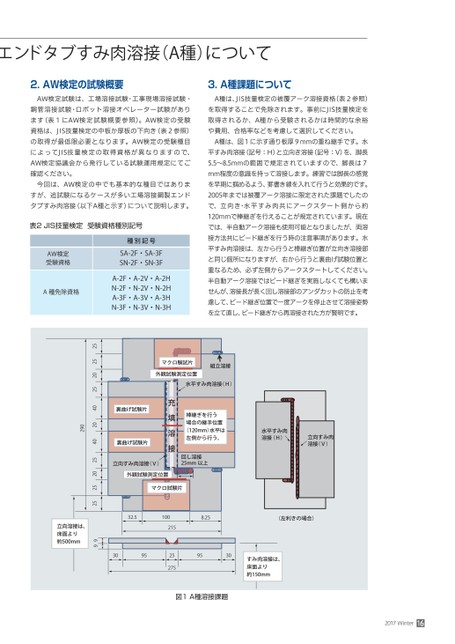
2017Winter16水平すみ肉溶接(H)立向すみ肉溶接(V)マクロ験試片外観試験測定位置組立溶接水平すみ肉溶接(H)棒継ぎを行う場合の継手位置(120mm)水平は左側から行う。回し溶接25mm以上充填溶接裏曲げ試験片裏曲げ試験片立向すみ肉溶接(V)外観試験測定位置マクロ試験片2525202540204025202525290立向溶接は、床面より約500mm9932.53095100215252758.25(左利きの場合)9530すみ肉溶接は、床面より約150mm図1A種溶接課題エンドタブすみ肉溶接(A種)について2.AW検定の試験概要3.A種課題についてAW検定試験は、工場溶接試験・工事現場溶接試験・鋼管溶接試験・ロボット溶接オペレーター試験があります(表1にAW検定試験概要参照)。AW検定の受験資格は、JIS技量検定の中板か厚板の下向き(表2参照)の取得が最低限必要となります。AW検定の受験種目によってJIS技量検定の取得資格が異なりますので、AW検定協議会から発行している試験運用規定にてご確認ください。今回は、AW検定の中でも基本的な種目ではありますが、追試験になるケースが多い工場溶接鋼製エンドタブすみ肉溶接(以下A種と示す)について説明します。表2JIS技量検定受験資格種別記号AW検定受験資格A種免除資格種別記号SA-2F・SA-3FSN-2F・SN-3FA-2F・A-2V・A-2HN-2F・N-2V・N-2HA-3F・A-3V・A-3HN-3F・N-3V・N-3HA種は、JIS技量検定の被覆アーク溶接資格(表2参照)を取得することで免除されます。事前にJIS技量検定を取得されるか、A種から受験されるかは時間的な余裕や費用、合格率などを考慮して選択してください。A種は、図1に示す通り板厚9mmの重ね継手です。水平すみ肉溶接(記号:H)と立向き溶接(記号:V)を、脚長5.5〜8.5mmの範囲で規定されていますので、脚長は7mm程度の意識を持って溶接します。練習では脚長の感覚を早期に掴めるよう、罫書き線を入れて行うと効果的です。2005年までは被覆アーク溶接に限定された課題でしたので、立向き・水平すみ肉共にアークスタート側から約120mmで棒継ぎを行えることが規定されています。現在では、半自動アーク溶接も使用可能となりましたが、両溶接方法共にビード継ぎを行う時の注意事項があります。水平すみ肉溶接は、左から行うと棒継ぎ位置が立向き溶接部と同じ個所になりますが、右から行うと裏曲げ試験位置と重なるため、必ず左側からアークスタートしてください。半自動アーク溶接ではビード継ぎを実施しなくても構いませんが、溶接長が長く回し溶接部のアンダカットの防止を考慮して、ビード継ぎ位置で一度アークを停止させて溶接姿勢を立て直し、ビード継ぎから再溶接された方が賢明です。
 | <
| <  |
|  > |
> |  >>
>>