>> P.141
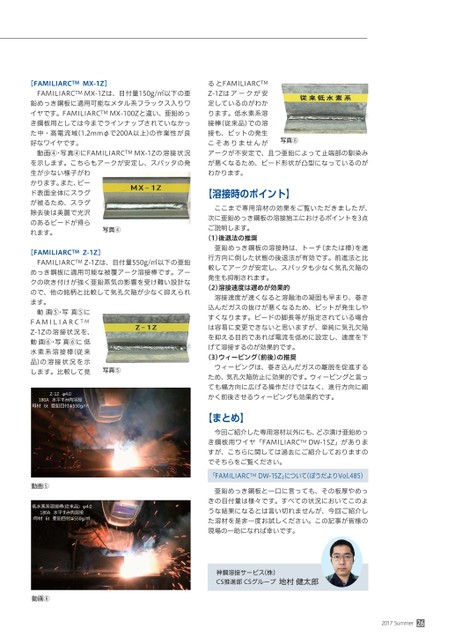
[FAMILIARCTMMX-1Z]FAMILIARCTMMX-1Zは、目付量150g/㎡以下の亜鉛めっき鋼板に適用可能なメタル系フラックス入りワイヤです。FAMILIARCTMMX-100Zと違い、亜鉛めっき鋼板用としては今までラインナップされていなかった中・高電流域(1.2mmφで200A以上)の作業性が良好なワイヤです。動画④・写真④にFAMILIARCTMMX-1Zの溶接状況を示します。こちらもアークが安定し、スパッタの発生が少ない様子がわかります。また、ビード表面全体にスラグが被るため、スラグ除去後は美麗で光沢のあるビードが得られます。写真④[FAMILIARCTMZ-1Z]FAMILIARCTMZ-1Zは、目付量550g/㎡以下の亜鉛めっき鋼板に適用可能な被覆アーク溶接棒です。アークの吹き付けが強く亜鉛蒸気の影響を受け難い設計なので、他の銘柄と比較して気孔欠陥が少なく抑えられます。動画⑤・写真⑤にFAMILIARCTMZ-1Zの溶接状況を、動画⑥・写真⑥に低水素系溶接棒(従来品)の溶接状況を示します。比較して見写真⑤動画⑤動画⑥るとFAMILIARCTMZ-1Zはアークが安定しているのがわかります。低水素系溶接棒(従来品)での溶接も、ピットの発生こそありませんがアークが不安定で、且つ亜鉛によって止端部の馴染みが悪くなるため、ビード形状が凸型になっているのがわかります。写真⑥【溶接時のポイント】ここまで専用溶材の効果をご覧いただきましたが、次に亜鉛めっき鋼板の溶接施工におけるポイントを3点ご説明します。(1)後退法の推奨亜鉛めっき鋼板の溶接時は、トーチ(または棒)を進行方向に倒した状態の後退法が有効です。前進法と比較してアークが安定し、スパッタも少なく気孔欠陥の発生も抑制されます。(2)溶接速度は遅めが効果的溶接速度が速くなると溶融池の凝固も早まり、巻き込んだガスの抜けが悪くなるため、ピットが発生しやすくなります。ビードの脚長等が指定されている場合は容易に変更できないと思いますが、単純に気孔欠陥を抑える目的であれば電流を低めに設定し、速度を下げて溶接するのが効果的です。(3)ウィービング(前後)の推奨ウィービングは、巻き込んだガスの離脱を促進するため、気孔欠陥防止に効果的です。ウィービングと言っても幅方向に広げる操作だけではなく、進行方向に細かく前後させるウィービングも効果的です。【まとめ】今回ご紹介した専用溶材以外にも、どぶ漬け亜鉛めっき鋼板用ワイヤ「FAMILIARCTMDW-1SZ」がありますが、こちらに関しては過去にご紹介しておりますのでそちらをご覧ください。「FAMILIARCTMDW-1SZ」について(ぼうだよりVol.485)亜鉛めっき鋼板と一口に言っても、その板厚やめっきの目付量は様々です。すべての状況においてこのような結果になるとは言い切れませんが、今回ご紹介した溶材を是非一度お試しください。この記事が皆様の現場の一助になれば幸いです。神鋼溶接サービス(株)CS推進部CSグループ地村健太郎2017Summer26
 | <
| <  |
|  > |
> |  >>
>>